各种涂装工艺的比较 钢管防腐涂层工艺一:由于采用淋涂法,涂膜流挂严重。又由于辊道及链条设计不合理,涂膜存在两道纵向和多处环状擦伤。这种工艺正在被淘汰。此工艺的唯一可取之处是涂敷后进行了加热干燥 钢管防腐涂层工艺:涂膜存在流挂、通体螺旋擦伤和泛白的质量缺陷。尤其严重的是螺旋擦伤处的涂层厚度只有规定厚度的五分之一,而且外观感觉很差。同时该工艺存在静电打火的工艺火灾隐患,近几年已经发生了几起着火事故,对安全生产构成威胁。没有烘干工序也是该工艺的重要缺陷。
目前该技术水平无论在国际还是国内在当前也是比较先进的。该技术不但先进而且成熟,已经在国内13 条自动涂油线上得到验证。至于螺旋带状擦伤的防止非常简单,去掉螺旋输送改为此办法即可 (2)克服“流挂”问题 “流挂”可分为五种类型:比重型、过厚型、低黏度型、特殊形状型、接触型。钢管防锈涂料一般比重比较小,对于“流挂”的影响可忽略。钢管 “流挂”的主要类型是过厚型和低黏度型,次要类型是特殊形状和接触型。由于钢管截面是圆型,接近流线形,所以涂料更便于流动,容易“流挂”,这是不可避免的,但是可以克服。只有通过喷涂原始黏度较高的但加热后黏度降低的涂料后,随温度降低恢复较高黏度的办法,减少涂料在钢管表面的流动以克服“流挂”。

接触型“流挂”是由于钢管的支撑点接触钢管表面后,形成与钢管表面近乎垂直的接触面,导引涂料离开涂膜形成“流挂”。这是不可避免的。但可以通过膜厚控制减少。所幸数量和面积很小,外观影响甚微 至于过厚型“流挂”由于形成原因是很多的,所以必须关注的问题也是很多这是需要控制的重点,必须保证以下几点: 钢管防腐涂层钢管必须保证一定的运行速度,而且能够在一定范围内调整 钢管防腐涂层钢管输送必须是匀速运动 钢管防腐涂层采用无气加热喷涂法,涂料的工作压力可调整,同时压力必须保持稳定。
涂料的加热温度可以调整 钢管防腐涂层喷嘴的型号通过实验正确选择,包括流量,喷幅宽度等参数 钢管防腐涂层无气自动喷对于钢管圆截面的位置分布均匀,对于钢管表面的角度和对钢管表面距离可以调整 钢管防腐涂层必须保证喷组中心与钢管中心一致 钢管防腐涂层排风风量风速与喷涂状态必须匹配 钢管防腐涂层喷嘴的工作状态良好 如果对于每一种规格的钢管都认真调整好以上几点,过厚型“流挂”是完全可以克服的。问题是要建立完整的涂装工艺管理制度,以保证品种更换时,技术调整工作的有序进行 (3)防止涂膜“泛白” 涂膜出现“泛白”的缺陷的形成机理是由于水分凝结混入涂层内部产生乳化,变成半透明的白色薄膜的结果。其产生原因很多,如施工环境的空气湿度、涂料分散过度、分散过程温度下降、涂膜表面局部温度、涂料中含水、工件的表面温度过低、溶剂沸点或配比选择不当、雾化空气含水等。对于钢管涂装,前三项是主要原因。

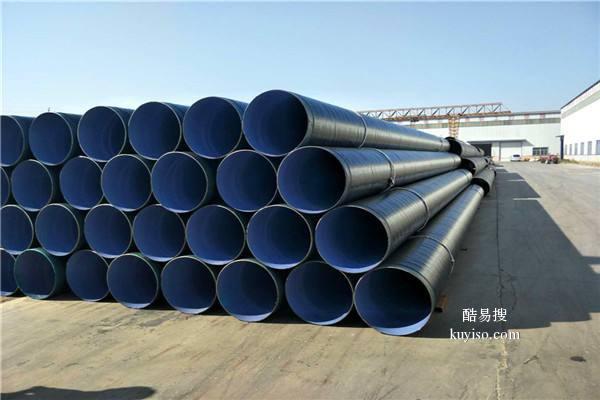
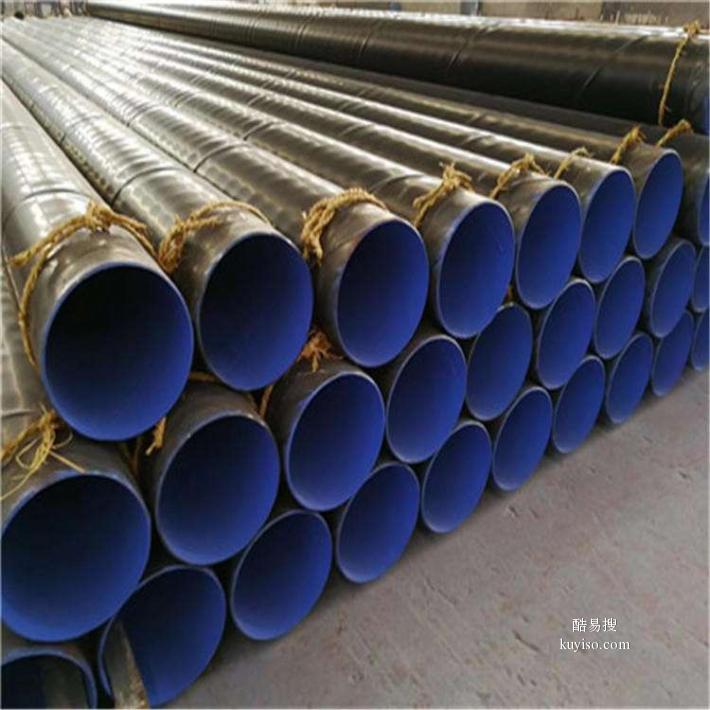
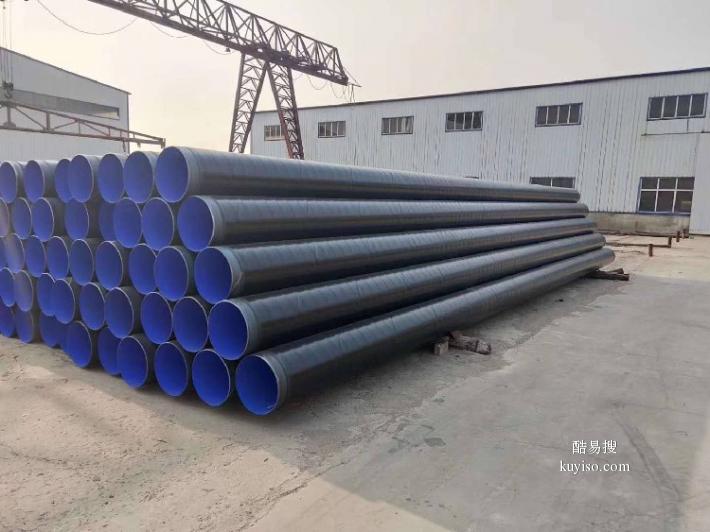
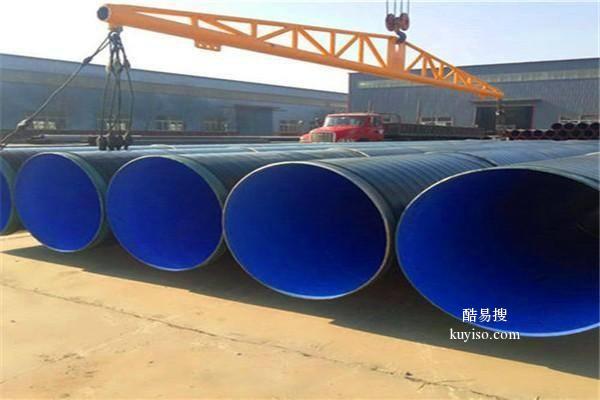
TPEP防腐管道厂家,防腐管道首选厂家 一、管道名称:外PE内熔结环氧复合钢管(又称TPEP钢管,T是Three的首先字母,表示两层或三层,PE,聚乙烯,EP,热熔结环氧树脂粉末) 二、钢管材质:Q螺旋焊管,执行标准SY/T 钢管规格及壁厚:按照实际输送流量和压力测算 三、外壁防腐形式:采用三层结构聚乙烯重防腐涂层,厚度≥.;执行标准:《GB/T埋地钢质管道聚乙烯防腐层》 四、内壁防腐:采用热熔结环氧树脂粉末涂层,厚度≥,执行标准:《CJ/T给水涂塑复合钢管》 五、管件防腐:与管体相同。 六、连接方式:采用焊接、内壁采用双组份液体环氧修补剂进行补口,外壁采用热缩带或者热缩套进行补口。口径小于可以采用内衬不锈钢免修补技术。

防腐钢管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。根据我国统计数据,每年国内的钢管腐蚀直接经济损失2800多亿。
当前全球每年因钢管腐蚀损失高达5000亿美元。防腐钢管可有效地防止或减缓腐蚀延长钢管的使用寿命,降低钢管运行成本。
按用途分类
钢管按用途可分为:管道用钢管、热工设备用钢管、机械工业用钢管、石油、地质钻探用钢管、容器钢管、化学工业用钢管、特殊用途钢管等。

该漆为接技型互穿网络聚合物,在常温下引发聚合,两网络能互相取长补短,产生协作效应,涂膜无毒性,高固体、低粘度,是一种强附着、高强度、耐冲磨、耐水解、耐腐蚀和耐水、耐候性非常优良的新型防腐涂料,且对钢结构表面的除锈要求不高,使用温度可在-20~120℃范围内。
熔结环氧粉末分类:
1)按使用方法可分为:管道内喷涂用粉、管道外喷涂用粉、管道内外通用粉。管道外喷涂用粉又分为:单层粉、双层粉、三层结构防腐用粉。
2)按用途可分为:石油天然气管道用粉、饮用水管道用粉、消防管道用粉、煤矿抗静电通风管道用粉、化工管道用粉、石油钻杆用粉、管件用粉、船舶管道用粉、高盐水重防腐管道用粉等。
3)按固化条件可分为:快速固化、普通固化两种类型。快速固化粉末的固化条件一般为230℃/0.5~2min,主要用于管道外喷涂或三层防腐结构,由于固化时间短,生产效率高,适合流水线作业;普通固化粉末的固化条件一般为230℃/5min以上,由于固化时间长,涂层流平好,适用于管道内喷涂。

