钢管防腐定额分三种情况: 1)、若用于一般的仓库或雨棚或车间是不需要作防腐处理的; 2)、若用于化工工作车间亦或用于有腐蚀性接触的车间或其它结构方面需要做防腐处理; 3)、有特殊要求钢管的(指甲方); 钢管防腐定额在加上漆料可以按如下安装 1、增强面漆对基材的附着力,避免涂料过多地渗透到基材。 2、抗碱。封闭基层碱质向涂层渗透,以减少对面漆的侵蚀。 3、防锈,防止基层中的铁制品锈蚀后,造成对面漆的侵蚀。另外,通常使用底漆还可以增强体系的质感,节省面漆用量及缩短施工时间等。 不用底漆直接施工,会影响漆膜表观及质感,可能还会引起粉化等问题。金属涂装不用底漆则无法获得有效防锈效果。
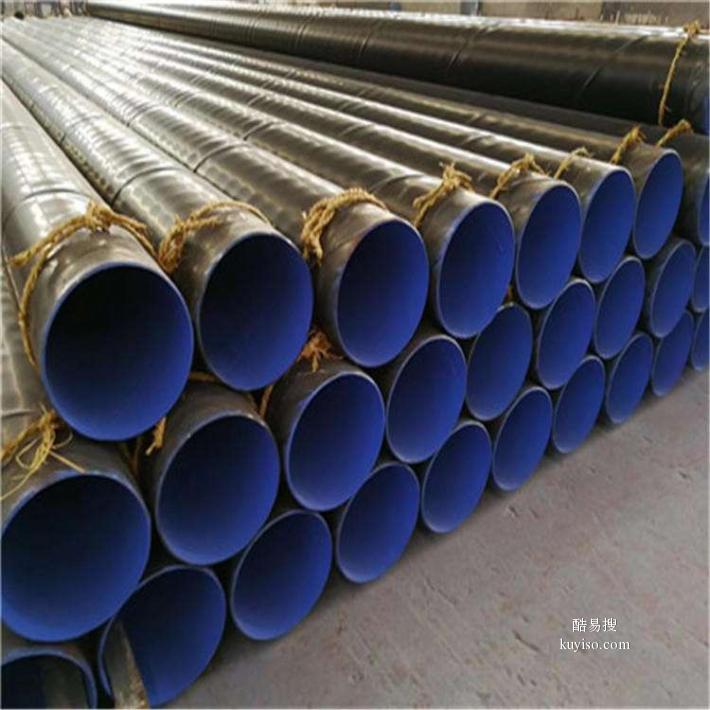
因为钢管在使用与运输中受使用环境与输送介质的引影容易发生化学或电化学反应发生腐蚀,所以使用钢管防腐涂漆是有效防止钢管受到腐蚀的方法。 1、钢管防腐涂装工艺现状分析,目前国内外常用的焊管、石油套管等无缝钢管的工厂化自动涂装工艺主要有以下四种: 钢管防腐涂层工艺一:采用淋涂法,涂敷前、后及中间辊道直线输送,以形成涂膜。然后拨叉转移,勾状链条滚动输送,钢管横向进入蒸汽烘箱,加热干燥 钢管防腐涂层工艺二:采用静电涂装法,涂敷前、后及中间应用斜置辊道螺旋输送,以形成涂膜。然后螺旋升降机转移提升至料架凉置,进行自然干燥 钢管防腐涂层工艺三:钢管直线输送,采用UV 涂料体系,真空涂装法,加之气流冲刷,以形成涂膜。涂敷后马上进行UV 辐射固化涂膜。特点是涂膜的形成和固化都在两个辊轮之间完成 钢管防腐涂层工艺四:涂装采用加热无气喷涂法,涂敷前应用辊道输送,涂敷后应用分段同步“V 形齿”链条输送,以形成涂膜。涂敷后钢管由步进机转移至横向“V 形齿”链条输送机进入蒸汽烘干箱,加热干燥

各种涂装工艺的比较 钢管防腐涂层工艺一:由于采用淋涂法,涂膜流挂严重。又由于辊道及链条设计不合理,涂膜存在两道纵向和多处环状擦伤。这种工艺正在被淘汰。此工艺的唯一可取之处是涂敷后进行了加热干燥 钢管防腐涂层工艺:涂膜存在流挂、通体螺旋擦伤和泛白的质量缺陷。尤其严重的是螺旋擦伤处的涂层厚度只有规定厚度的五分之一,而且外观感觉很差。同时该工艺存在静电打火的工艺火灾隐患,近几年已经发生了几起着火事故,对安全生产构成威胁。没有烘干工序也是该工艺的重要缺陷。

涂料的加热温度可以调整 钢管防腐涂层喷嘴的型号通过实验正确选择,包括流量,喷幅宽度等参数 钢管防腐涂层无气自动喷对于钢管圆截面的位置分布均匀,对于钢管表面的角度和对钢管表面距离可以调整 钢管防腐涂层必须保证喷组中心与钢管中心一致 钢管防腐涂层排风风量风速与喷涂状态必须匹配 钢管防腐涂层喷嘴的工作状态良好 如果对于每一种规格的钢管都认真调整好以上几点,过厚型“流挂”是完全可以克服的。问题是要建立完整的涂装工艺管理制度,以保证品种更换时,技术调整工作的有序进行 (3)防止涂膜“泛白” 涂膜出现“泛白”的缺陷的形成机理是由于水分凝结混入涂层内部产生乳化,变成半透明的白色薄膜的结果。其产生原因很多,如施工环境的空气湿度、涂料分散过度、分散过程温度下降、涂膜表面局部温度、涂料中含水、工件的表面温度过低、溶剂沸点或配比选择不当、雾化空气含水等。对于钢管涂装,前三项是主要原因。

一般温度在40~80℃之间选择。无气喷涂是指雾化涂料时不用压缩空气。其雾化原理是:将液体涂料用加压泵将其加压到一定压力后,通过管道送入喷,经喷嘴喷出后形成高速液膜;高速液膜与空气摩擦后失稳分散为小液滴而雾化。其雾化效果适中,不会发生分散过度,适宜管道涂装。无气喷涂可以减少溶剂的用量,喷涂黏度高的涂料,比空气喷涂节约涂料,比静电喷涂涂料用量稍大。但通过回收装置可以弥补这一弱点。由于加热无气喷涂具有温度和雾化方面的优势,作为钢管涂装的最佳选择。而这一选择工艺效果是明显的,多个厂家和多条涂装线使用的结果,始终没有发现“泛白”现象。即使是远渡重洋涂膜也能保证良好的防锈效果。另外无气加热涂装以后的加热干燥对防止发生“泛白”缺陷的效果也不能忽视。
熔结环氧粉末又称热固性环氧树脂重防腐粉末,是一种以空气为载体进行输送和分散的固体材料,将其施涂于经预热的钢铁制品表面,熔化、流平、固化形成一道均匀的涂层防腐是在高温下形成的重防腐涂层。该涂层具有涂敷操作简便、无污染、涂层抗冲击和抗弯曲性能好、耐温性高等优点。


