价格面议2022-03-22 13:10:32


1、使用方便。振动时效机设备体积小、重量轻,便于携带。一套设备装置本身全套总重也不过65KG。由于振动时效处理不受场地限制,振动装置又可携至现场。所以这种工艺与热时效相比,使用简便、灵活。
2、 生产周期短。自然时效至少需经几个月的长期放置,热时效亦需经数十小时的周期方能完成,而振动时效一般只需振动数十分钟即可完成。而且,振动时效机不受场地限制,可减少工件在时效前后的往返运输。如将振动时效设备安置在机械加工生产线上,不仅使生产安排更紧凑,而且可以消除加工过程中产生的就爱工应力。
3、 投资少。与热时效相比,它无需庞大的时效炉,可节省占地面积与昂贵的设备投资。现代工业中的大型铸件与焊接件,如采用热时效消除应力则需建造大型时效炉,不仅造价昂贵、利用率低,而且炉内温度很难均匀,消除应力效果差。采用振动时效可以完全避免这些问题。
4、 适应性强。它不受工件大小和材质的限制,从几公斤至几百吨的工件都可方便地使用振动时效技术,特别对于一些大、中型工件和热时效变形严重的工件,振动时效就更能显出其优越性能。
5、 符合环保要求。整个时效过程避免了热时效的烟气粉尘废渣等污染源。
6、 机械性能显著提高。经过振动处理的工件其残余应力可以被消除30%~55%左右,高拉应力区消除的比例比低应力区大。因此可以提高工件使用强度和疲劳寿命,降低应力腐蚀。可以防止或减少由于热处理、焊接等工艺过程造成的微观裂纹的产生。可以提高工件抗变形的能力,稳定工件的精度,提高工件的精度,提高机械性能。
7、节约能源,降低成本。在工件的共振频率下进行时效处理,耗能极小。实践证明,功率与0.25至1马力的机械式激振器可振动150吨以下的工件。故粗略计算其能源消耗仅为热时效的3~5%,成本仅为热时效的8~10%。
振动时效仪是将一个具有偏心重块的电机系统(激振器)用卡具安放在工件上并将工件用胶垫等弹性物体支承。通过主机控制电机并调速,使工件处于共振状态。一般工件经30分钟的振动处理即可达到调整均化残余应力的目的。
控制器:控制电机的启动及调速、信号的收集、处理、显示及打印参数。
激振器:强迫工件振动并将电机转速及激振频率反馈回主机。
拾振器:把振动响应如加速度幅值等反馈回主机。
卡具:振动时效仪将激振器牢牢固定在工件正确位置上。
胶垫:隔振、降噪,防跑件。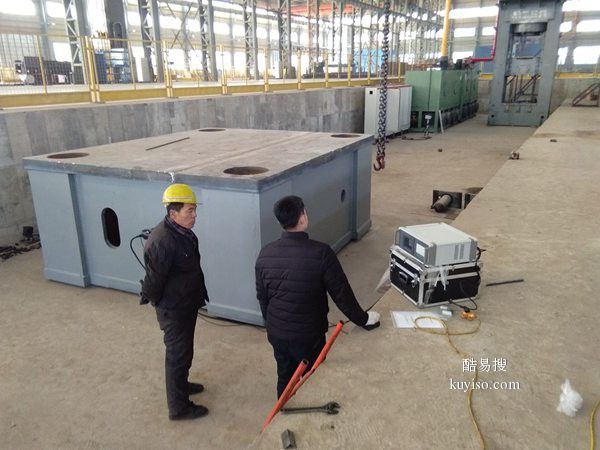
振动时效之所以能够部分地取代热时效,是由于该项技术具有一些明显的特点。 振动时效的几个重要参数是:“支撑点、振型、激振点、加速度、固有频率、时间”其中振动加速度、共振频率、共振时间是决定工艺效果的主要参数。
1.机械性能显著提高
经过振动处理的构件其残余应力可以被消除20%~80%左右,高拉应力区消除的比低应力区大。因此可以提高使用强度和疲劳寿命,降低应力腐蚀。
可以防止或减少由于热处理、焊接等工艺过程造成的微观裂纹的发生。
可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。
2.适用性强
由于设备简单易于搬动,因此可以在任何场地上进行现场处理。它不受构件大小和材料的限制,从几十公斤到几百吨的构件都可使用振动时效技术。特别是对一些大型构件无法使用热时效处理时,振动时效就具有更加突出的优越性。
3.节省成本
振动时效只需30分钟即可进行下道工序。而热时效至少需一至二天以上,且需大量的煤油、电等能源。因此,相对于热时效来说,振动时效可节省能源90%以上,可节省费用90%以上,特别是可以节省建造大型焖火窑的巨大投资。
多年来,关于振动时效对焊接构件疲劳寿命的影响是国内外专家极为关心和争论的焦点问题。我国一些单位做了许多研究,得出的结论认为,振动时效对金属材料的力学性能有较大的影响,合理的振动时效工艺可以提高焊接构件的疲劳寿命。这些结论为振动时效在焊接构件上的应用奠定了理论基础。
