5元2023-02-16 16:09:04
1)塑料桶是高分子有机化合物。
2)能够多种型态存在,例如液体、固体、胶体、溶液等。
3)用处广泛,能够用不同的加工方法,产品呈现多样化。
4)种类繁复,由于不同的单体组成所以形成不同的塑料桶。
5)塑料桶具有不同的性质,能够成形。
塑料桶的容积可从2.5-50L,乃至100L以上。虽然桶的结构较为简单,多为圆台形,但注射的行程(桶的高度)较大。为了节约材料,壁厚又尽量取薄,因此给注塑加工提出了一些专门的要求。
1、对塑料原料,要求它有较高的流动性和热稳定性,能承受高剪切力的作用;
2、对注塑机,要求注射量满足要求外,还要求有较大的注射压力。
3、对模具的结构和制造,不仅要考虑桶结构(如适当的形状尺寸,加强筋的设置,加盖时的密闭性等),而且要考虑注塑压力的传递,尽量减少压力损失。为此可选用无流道浇注系统。
包装货物后的塑胶桶采用双面平托盘堆放,托盘尺寸不大于1.3米;每个托盘上最多堆放1层,堆放塑胶桶的个数由托盘大小而定,塑胶桶的边缘不得超过托盘边缘;托盘上的塑胶桶应对称(symmetry)堆放,使整个托盘与其上塑胶桶的重心位于托盘中心。化工桶大多是用塑料制造而成,一般又叫塑料化工桶和塑胶化工桶,是运用科学配方研制吹塑而成,色泽多样,外形美观大方,在耐酸碱,耐 腐蚀,防泄漏,不退色,不变形等方面达到包装性指标,是目前化工产品包装材料远途运输的理想选择。塑料桶在相当大的范围内可取代不锈钢、钛等金属制品容器,是当今最理想化工液体的耐腐蚀贮运设备,且价廉物美。
注塑温度注射温度与原资料的种类和特性,注塑机的类型及制品厚度等要素有关。对结晶性树脂,如聚乙烯、聚丙烯等,注射温度应高于其熔点。对无定形聚合物,如聚苯乙烯、聚氯乙烯,注射温度要高于其粘流温度。熔体批数低的树脂比熔体指数高的树脂注射温度要高一些。运用柱塞式注塑机比螺杆式注塑机加工温度要高一些。薄壁型坯比厚壁型坯所需求的注射温度高。普通聚苯乙烯的注射温度为140℃~240℃,聚乙烯为150℃~280℃,聚丙烯为205℃~285℃,聚氯乙烯为160℃~190℃。注射模具温度普通为40℃~80℃。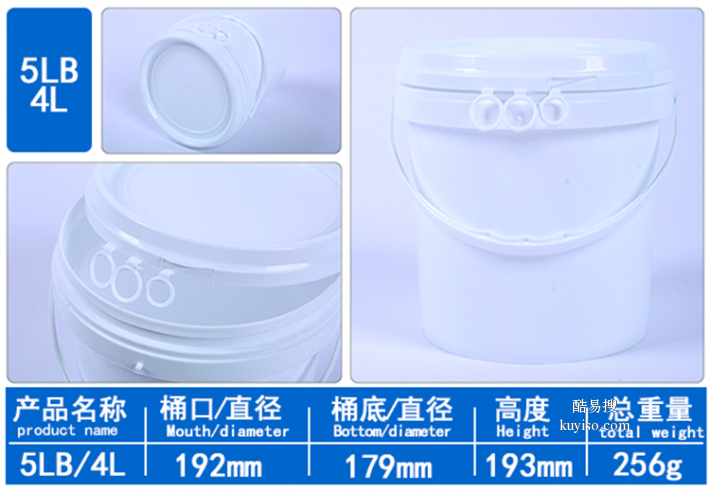
如何提高塑料桶的表面光泽度
一、提高射料压力,在注塑的压力、速度、时间和用料量上都要有所提高,同时还要提高背压,使化工塑料桶充模更加丰满。
二、要增加化工塑料桶温度使其流动顺畅。降低化工塑料桶的温度可以减少其收缩率,适当地提高注塑模具的温度,尤其要升高容易形成真空泡的部位的局部模温,可以降低气泡出现的机率。化工塑料桶
三、改进化工塑料桶模具的排气状况。
四、如果化工塑料桶模具中的化工塑料流动不均匀,致使空气被困在里面,这时可以采用在模具上利用真空进行排气的方法来解决这个问题。
五、当化工塑料桶进入温暖的环境中后,其水份会在冷化工塑料桶上凝结,采用烘干化工塑料桶可以对这种情况补救。
塑料桶脆性与生产模具、原材料的使用和生产设备密切相关。如果在制造过程中难以脱模,应提高型腔温度,缩短冷却时间。当型腔难以脱模时,应降低型腔温度,增加冷却时间;机筒和喷嘴温度相对较低,需要提高,以有效降解材料。模具温度过高,脱模困难,模具温度低,塑料冷却过早,接缝融合效果不好,会开裂;这些原因会导致塑料桶发脆,厂家应注意避免这些问题。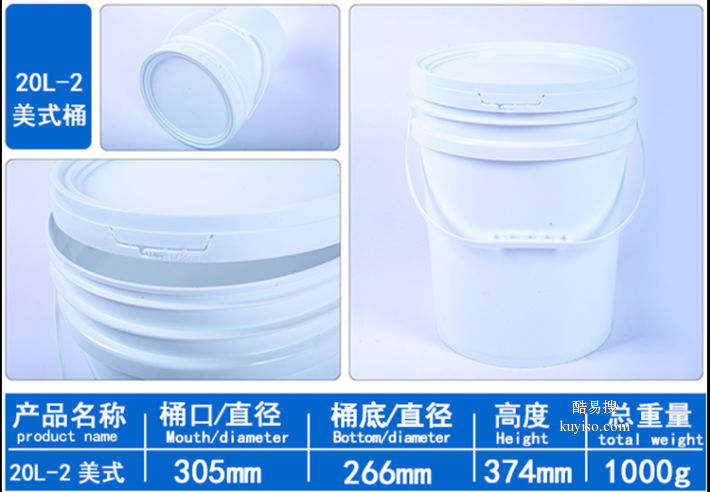
塑料桶采用科学配方,颜色多样,外观美观大方,耐酸碱、耐腐蚀、耐泄漏、不褪色、不变形,是化工产品包装材料远程运输的理想选择。塑料桶可取代不锈钢、钛等金属代不锈钢、钛等金属产品容器,是当今理想的化学液体耐腐蚀储存和运输设备,价格便宜、质量好。产品广泛应用于化工、染料、冶金、稀土、机械、电子、环保、纺织、食品等行业。
塑料桶具有整体聚乙烯一次成型无接缝、抗冲击、抗老化、重量轻、无泄漏、耐酸碱、寿命长、符合卫生标准,使用性能远优于传统FRP容器、塑料焊接容器、钢衬橡胶容器,塑料桶适用于食品包装化学包装染料包装混凝土添加剂包装。堆放稳定,易于长途运输和周转,耐酸碱、耐腐蚀。
塑料桶的填充压力和时间也会影响远离浇口位置和产品厚壁、肋骨、凸台和嵌入件的收缩。部件填充后,多余的材料继续填充到型腔中,以补偿材料的收缩。这种方法本身可能无法将收缩痕迹降低到满意的水平,但成型工人可以调整填充条件,改善收缩痕迹。对于塑料桶的收缩痕迹,可以相应调整生产工艺,如适当提高注射压力,增加熔体压缩密度,延长注射和保压时间,补偿熔体收缩,增加注射缓冲。
