价格面议2022-02-02 03:19:46
1、具有非接触性,激光形成的点径最小可以到0. 1mm,送锡装置最小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。
2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。
3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。
4、进行无铅焊接时,不易发生焊点裂纹。
5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。
激光焊接机器人系统已越来越广泛地被应用于手机、笔记本电脑等电子设备的摄像头零件、LCD零件及微型电动机、微型变压器等零部件的焊接,还可用于液晶TV、高端数码照相机、航空航天军工制造、高端汽车零件制造等领域。
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。
激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,专用激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。
可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。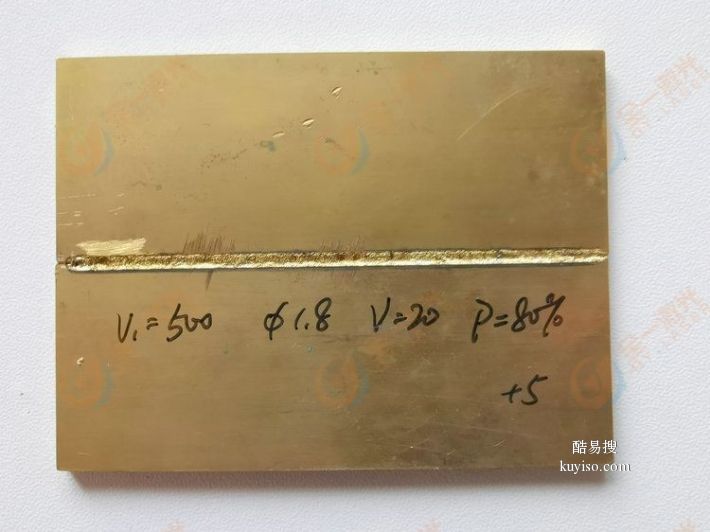
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益突出,使粉末冶金材料的应用受到限制。在八十年代初期,激光焊以其独特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。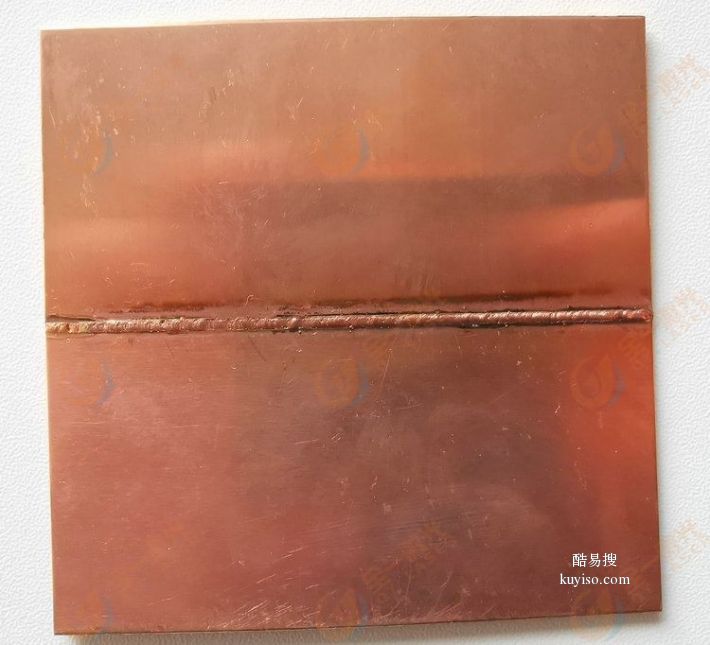
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,最终将成为焊接中心的主导产品。
