随着国家对安全生产的逐步重视,各种的安全生产保障和监控手段越来越严格和规范,在水泥、火电等行业,煤粉作为生产燃料应用非常的广泛,煤粉仓安全就变得尤为重要。
煤粉仓的安全问题主要来自CO可燃气爆炸和粉尘爆炸两种安全隐患;燃煤经过磨煤机制粉时会产生大量的CO气体, 如果磨煤机中CO浓度过高,遇到高温或者机械摩擦的火花会燃烧甚至爆炸;煤粉颗粒非常的细具有很大的表面积,当煤粉表面吸附大量的空气后形成混合物,这样积存的煤粉受空气中氧的作用,容易氧化放出热量,当散热条件不好时会使温度急剧上升,引发周围气粉混合物爆燃导致粉尘爆炸。
磨煤机煤粉仓气体分析系统相关国家标准及规范:
根据国家应急管理部2022年10月20日发布的,关于“关于公开征求《建材行业安全生产术语(征求意见稿)》等7项行业标准意见的函”中“4.水泥工厂煤粉制备系统防火防爆安全规程(征求意见稿)和编制说明”一文中明确提出了,建议在磨煤进出风管、煤粉仓、除尘器等位置安装CO在线监测系统。
高炉喷煤煤磨机入口气体在线分析仪(CO O2)
产品概况高炉喷煤煤磨机入口气体在线分析仪是专业针对高温、常压、工况恶劣而设计生产的气体检测在线分析系统,该系统主要由红外线气体分析仪、高温取样探头和预处理等部件组成,特别适用于冶金、石化、建材、电力等行业在线气体检测。
钢铁及其他金属的冶炼会产生大量的气体,这些气体的分析测量,对钢铁冶金企业的生产优化、能源气回收、环保节能和安全控制具有非常重要的作用。在线分析系统,不受背景气体交叉干扰,排除了粉尘和视窗污染的影响,响应速度快,是钢铁冶金工业过程气体分析的选择。
高炉喷煤煤磨机入口气体在线分析仪采用微正压防尘仪表柜式结构,系统由取样单元、预处理单元、分析单元、标定单元、 PLC联锁控制中枢单元几部分组成。因此是国内最为完善的防尘分析系统。
一、分析控制装置主要技术参数
1.取样探头采用不锈钢材质和电加热控温干法直接取样方式,相对比其它方法辅助环节少,可靠性高,并真实反映气体成份含量,无附加误差,测量精度高,并且避免了管道冷凝水产生,***了冷凝酸雾对管道的腐蚀,取样探头寿命可达10年以上。
2. 探头过滤器采用特殊工艺制造的高效专用过滤器,具有强度高、适应性好、再生能力强、过滤效***等特点。现场维护周期大于120天,。高效过滤器的采用、合理的过滤环节、取样管道自动吹扫的配置,***了系统在高粉尘工况条件下连续采样的可靠运行,并已被多家用户得到现场运行实践证明。
3.系统全干法流程,取样器、取样管、各类管接头、抽气泵等均采用防腐不锈钢、聚四氟乙烯材料,***了系统的使用寿命。
4.采用压缩机式除湿器对气体进行物理降温,从而达到样气干燥的目的,避免了水汽对仪器的干扰,该除湿器具有控温恒定,使用寿命长维护量小,除湿效果稳定等特点。
5.系统采用PLC控制,智能化分析仪表,具有自动化程度高、维护工作量小、数据处理快速方便。
⑴具有取样管道及取样探头自动吹扫防堵功能;
⑵具有取样管道及取样探头温度自动设定控制功能;
⑶具有数据比较、处理、自动校对、量程范围设定、超限报警联锁功能;
⑷系统部分故障自诊断功能;
6.装置内部分析仪及核心部件全部配置***,并配置国内***的取样预处理系统,具有维护周期长、维护量小、操作简单等特点,以较高的性能价格比,制造高质量的分析成套装置。
二、控制单位
a、PLC可编程控制器为本装配的控制中枢,自动实现体系取样管道和取样探头过滤器的二级自动吹扫,实现体系自动标定,探头梗塞自诊断反吹及压缩气氛压力报警等自动化功能,泵前负压电接点传感器可以监测取样和过滤体系梗塞情况,当发生局部梗塞时负压增大,临界负压的接点信号关照PLC将举行自诊断反吹。
b、体系内可以设计巡检多路取样体系,当第路取样点工作剖析监测时,体系自动启动***路取样体系对***个取样点举行滞换,当路剖析时间实现时自动切换到***路正在滞换的取样体系内,同时,***路取样点自动切换到第路取样点举行滞换,体系就这样自动巡环切换举行剖析监测、滞换并举行反吹。(多点检验工况下选用此项方案)
c、剖析体系内设有自动和手动两个检验状况,(b)为自动巡环检验。若把按钮切换得手动状况,在检验过程中,需求检验第几路取样点,就按第几路的启动按钮,也可按第几路的启动反吹按钮举行反吹。不管自动巡检或是手动巡检,当碰到取样探头梗塞时,取样管道负压就会增大,带触电的负压表会自动给出一个梗塞信号,当PLC接到这个信号时,会自动休止取样剖析,启动反吹举行脉冲式吹扫。本体系自动化程度高,剖析数据可靠,确保整体装备的安全运行。
过程气体剖析仪有:焦炉煤气氧含量在线剖析仪;水泥厂(窑尾、煤粉仓、一级筒)气体在线剖析仪;CEMS烟气剖析仪、脱硫脱硝后二氧化硫、氮氧化物气体剖析仪、电石厂电石炉尾气(净化前后)在线剖析仪、冶金行业(转炉煤气、高炉煤气、有色金属煤气)气体在线剖析仪、CEMS烟气监测在线剖析体系、合成氨气体剖析仪、乙炔中氧含量剖析仪、空分厂气体剖析仪、石化工艺气体剖析仪、各行业煤气剖析仪仪及煤气热值剖析仪,VOCs在线监测仪,饮食业油烟监测仪

煤粉仓一氧化碳在线监测系统(CO分析仪)是应用于电厂项目煤厂磨煤过程中产生的煤烟气氧含量分析的专用在线分析系统。该系统技术先进,测量准确,反应速度快,能长期连续分析被测气体,采用PLC进行自动控制,具有结构合理,运行安全可靠,自动化程度高,维护量少,自诊断保护功能强等特点。
煤粉仓一氧化碳在线监测系统(CO分析仪)所用取样探头引进先进技术结合本行业的实际工况条件和多年的实践经验而研制的尾气专用取样探头,探头核心部分为进口材料。
过滤精度: 5~20um(根据粉尘量而定)
过滤能力:≦1000g/Nm3
过滤效率:达到99.9%
由于过滤精度高,效果好,系统只需二级过滤就能达到系统要求,从而维护量小,响应时间短。(这一点其他厂家很难做到,其他厂家一般采用多级过滤,增加了气阻和气路流程,从而增加了系统故障环节和滞后时间)。
反吹技术:
取样探头采用目前国际上的、内外脉冲式空气吹扫技术。反吹气备有反吹储气罐,以确保反吹气是有足够的压力和流量,把过滤的杂质反吹回到管道,达到较好的效果。整个反吹系统与进样气路独立,维护十分方便,维护成本低。
除水技术:
样品气进入系统之后,可能会产生少量的冷凝水,分析预处理内采用气水分离器的技术除掉水汽(酸雾),再由压缩机冷凝器除湿处理,冷凝液自动排放到集排管集中自动排放。并在进分析仪器前设计有样气脱硫、硅胶再干燥措施,确保洁净的气体进入分析仪器。
滞后时间:
配有快速旁路技术,进口真空抽气泵负载为6L/min,当取样点与分析仪器的安装距离为20m时,系统滞后时间T90≦12S,(通过试验计算可得)。
关键部件全部采用进口或者引进国外技术,如气体分析仪传感器、探头纤维过滤芯、取样抽气真空泵、取样电动球阀、反吹电磁阀、蠕动泵、PLC等。

煤粉工业锅炉系统煤粉仓安全防爆设计可采用浓相操作、封闭、惰性气体保护、防静电接地、泄爆等措施,以保障煤粉仓的安全运行。卓宇佳创的煤粉制备浓度监测系统,它的结构主要包括仪表柜,反吹箱和取样探头。在仪表柜内隔膜抽气泵的工作下,工艺管道中的烟气被分离,一部分样气进入取样探头,经由取样管道进入仪表柜内。在气水过滤装置中除去样气中的水份和微小尘粒子。在抽气泵的带动下,样气进入气体干燥器中进行冷凝脱水,进一步除去样气中的水份。冷凝水经由蠕动泵排出,样气由抽气泵出口再经过三通手动阀、转子流量计进入分析仪表中进行分析。
技术参数
独特的传感器设计,恒温控制,响应快,线性好,稳定性高
触摸屏操作(零点、满度、线性校准、参数设置等),操作灵活方便
重要工作电源自诊断功能
仪器部件单元化,维护、检修方便
报警输出(上、下限极值报警)
铸铝合金机箱
部件单元化,维护、检修方便
主要技术性能
零点漂移:≤±1%FS/7d
量程漂移:≤±1%FS/7d
测量范围:0~1000ppm
线性误差:≤±1%FS
重复性误差:Cv≤±0.5%
输出波动:≤±1%FS
响应时间: T90≤10s
输出信号: 4~20mA 500Ω
系统的滞后时间:T90≦12S
样气温度:≦700℃
样气含尘量:≦1000g/Nm3
环境温度:5~45℃
环境压力:70~160kPa(海拔低于2000m)
相对湿度:不大于85%(年平均)
电源:220±22VAC;50±0.5Hz
安装位置
煤粉仓/收尘器
用途
煤粉仓/收尘器一氧化碳在线分析

公司可向广大客户提供合理性价比的分析仪器、分析模块/部件、CEMS成套方案、水质分析成套方案等产品,产品可OEM,同时提供ODM、代运维等服务。公司核心团队在行业内有着丰富的从业经验,其中设计人员大部分来源于不同企业的工作一,总结了多年的成败得失,摒弃了不科学不合理的设计缺陷,成套产品全部采用具有领水平的进口仪表,并对仪器的功能加以发挥,制造出更适应我国国情的分析系统。
名称:煤粉仓烟气分析仪定制 红外分析仪 烟气在线分析系统 过程分析系统 烟气在线监测仪 煤磨气体分析系统 气体检测仪 煤粉仓气体分析系统 水泥窑尾袋收尘气体分析系统 砖厂在线气体分析系统 CO、O2在线分析系统 NOx在线监测系统 cems在线监测系统 预热器在线监测系统 气体分析仪
参考价格:50000 60000 70000
煤粉仓烟气分析仪定制
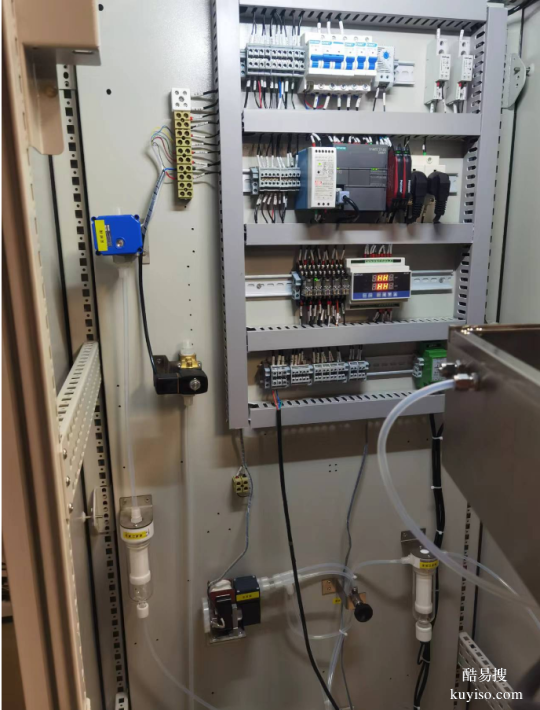
1.2.系统结构
分析系统由免维护型取样探头,带温度显示的温度控制箱及分析柜组成。分析柜的仪表面板上装有嵌入式一体化触摸屏显示操作系统、分析仪器、流量计、监视过滤器、电源开关等。柜内由取样预处理及控制部分组成。结构紧凑,便于安装,气路短,流量大,反应快速,系统无冷凝现象。而且精致,美观。
嵌入式一体化触摸屏显示操作系统内置系统流程图动画效果图,控制按钮,状态指示灯,能够很好的实现人机的对话及对系统的控制。
安装指导书和使用维修手册,以及生产厂家,电话。通过动画系统目前的气体流程工作的原理能够一目了然,对初次接触的人学习很有帮助,有助学习者很快的掌握系统的工作原理。
1.3.控制功能
系统具有记忆功能:既系统断电后,重新上电,系统继续执行断电前的工作状态。
系统具有自动和手动两大控制状态。系统处于手动状态时,可以进行手动反吹、分析、试漏、校对、检修各项工作。
手动状态下可以检查系统是否正常并具备工业运行的条件。此状态用于开机和定期检修。工业运行时,系统处于自动状态。这时系统发出“自动"触电闭合信息,说明分析系统已投入工业运行条件。在此状态下,系统进行轮流采样分析、反吹工作。
本过程气体分析成套系统(以下简称系统)是磨煤过程中产生的煤烟气,一氧化碳分析仪器与取样预处理装置及其附属的应用保障部分(标准气);通过针对现场应用条件和工艺气样条件的系统设计,所实现的正确匹配与合理组合,使一氧化碳分析仪器能很好适应电厂项目磨煤过程中产生气体分析的特殊工艺条件。系统能自动、连续、准确、可靠地分析磨煤过程中产生煤烟气中一氧化碳的浓度含量。采用PLC可编程序控制器自动控制系统的采样、排水、探头自动吹扫、故障监测双路巡检自动切换并处理等操作。系统正常运行期间能提供一氧化碳的4~20mA标准输出信号;并根据一氧化碳测量组份的含量值输出超限报警状态信号。该系统的分析仪器的传感器采用进口红外传感器。结构简明、部件性能可靠、自动化程度高、操作简便、维护量小、是分析电厂磨煤过程产生煤烟气中一氧化碳含量的理想设备。
主要技术特性
分析仪表单元采用卓宇佳创研制的气体分析仪,完成样气一氧化碳在线连续分析。分析仪性能稳定可靠,响应时间快,智能化程度高。
分析参数:一氧化碳
一氧化碳分析仪采用红外传感器连续测量的工业固定式现场安装仪器,能连续自动检测流程气样中待测组份一氧化碳的体积浓度。
仪器特点
独特的传感器设计,响应快,线性好,稳定性高
触摸屏操作(零点、满度、线性校准、参数设置等),操作灵活方便
重要工作电源自诊断功能
仪器部件单元化,维护、检修方便
标准信号隔离输出4—20mA
RS485 modbus 通讯
合金机箱
部件单元化,维护、检修方便
主要技术性能
零点漂移:≤±1%FS/7d
量程漂移:≤±1%FS/7d
测量范围: CO:0-1000ppm
线性误差:≤±1%FS
重复性误差:Cv≤±0.5%
输出波动:≤±1%FS
响应时间: T90≤10s
输出信号: 4~20mA 500Ω
系统的滞后时间:T90≦20S
样气温度:≦700℃
样气含尘量:≦500g/Nm3
环境温度:5~45℃
环境压力:70~160kPa(海拔低于2000m)
相对湿度:不大于85%(年平均)
电源:220±22VAC;50±0.5Hz
系统的绝缘电阻不小于5兆欧

根据煤粉爆炸的机理,进入磨煤机的热空气与原煤接触,使原煤热分解出CO、CH4、H2等气体。在室温下,CO气体的爆炸极限体积浓度为12.5% ~ 74%,着火温度为609℃,CH4的爆炸极限体积浓度为5% ~ 15%,着火温度为540℃。此时能量充足的火源会引起燃烧,然后加速挥发分析引起连锁反应,发生爆炸。出口温度越高,磨煤机内部温度越高,挥发分分析越多,越容易引起爆炸。
磨煤机气体燃爆的主要原因如下:
1、磨煤机出口温度过高,磨煤机分离器出口温度过高,是爆燃的主要原因;
2、气体中氧气的体积分数越高,煤粉氧化的产热速率越快,系统爆炸的可能性越大,尤其是在富氧条件下。
3、磨煤机通流部分阻力过大,如一次风道入口、分离器间隙、出口主管弯头等。,造成煤粉的堵塞和堆积,导致煤粉自燃。
4、气体温度越高,煤粉氧化速度越快,爆炸的可能性越大。
5、热空气进入磨煤机后,与原煤接触,导致原煤热分解出的CO、CH4、H2等气体燃烧爆炸。
6、磨煤机的一些密闭空间,如排渣箱、风环室等。,都是由于密封元件损坏引起的可燃材料长期受热而着火。
7、煤粉的挥发分含量也是影响爆炸的重要因素。挥发物含量越高,爆炸的可能性越大。当挥发物含量小于10%时,没有危险。当挥发分含量大于20%时,爆炸的可能性大大增加。在实际生产中,煤粉的挥发分大于20%。另外,当气体中(CO)达到0.7%时,也是易燃易爆的。
8、一次风室刮刀损坏,会导致煤渣落入排渣箱,逐渐堵塞一次风室。磨盘与煤的不断摩擦会产生大量的热量,导致煤爆燃。

高炉喷煤磨煤机一氧化碳浓度高的原因和措施
您好,很高兴为您解答,以下是为您查询到的结果,希望对您有所帮助高炉喷煤磨煤机一氧化碳浓度高的原因可能有以下几点:1. 煤粉磨煤机运行不正常:磨煤机的磨煤效果不佳,煤粉细度不够,导致燃烧不完全,产生大量一氧化碳。2. 燃烧条件不理想:煤粉与空气的混合不均匀,燃烧温度不够高,燃烧时间不足等因素都会导致一氧化碳的生成增加。3. 炉内温度过低:高炉内部温度低于理想温度,会导致煤粉燃烧不完全,产生一氧化碳。针对高炉喷煤磨煤机一氧化碳浓度高的问题,可以采取以下措施:1. 优化磨煤机运行:定期检查和维护磨煤机,确保其正常运行,提高煤粉的细度,减少一氧化碳的生成。2. 调整燃烧条件:通过调整煤粉与空气的比例,改善燃烧条件,使煤粉燃烧更充分,减少一氧化碳的生成。3. 提高炉内温度:通过增加燃料供给量、改善燃烧风量等措施,提高高炉内部温度,促进煤粉的完全燃烧,减少一氧化碳的产生。

经过对袋除尘器着火事故和CO浓度高隐患进行原因分析及采取措施后,至今已运行3年多,没有再发生类似事故。所以煤磨系统内部任何地方应严禁堆积原煤或煤粉,否则在较高温度环境下,原煤或煤粉会发生自燃,造成煤磨系统爆炸着火等严重的设备安全事故。另外,严格控制煤粉的挥发分指标、入磨和出磨风温,并密切监控袋除尘器的温度及CO浓度,根据煤质变化及时调整操作参数,煤磨参数出现异常及时采取措施,这样煤磨系统爆炸着火安全事故就完全可以避免。


1、为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2、确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3、该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。
查看详情>
关键词:激光一氧化碳分析系统,红外气体分析系统,一氧化碳在线分析系统,红外一氧化碳分析系统














