价格面议2023-09-14 12:08:12
二、衬板安装前应对料仓情况进行检查,对有凸起或凹陷处尽量处理平整,对已经使用过的水泥仓体应预先进行彻底的清仓处理,以防止衬板不紧或掉板情况发生。
三、衬板安装前,还应根据料仓的实际情况制定出安装工艺,在安装时遵照执行。
四、衬板安装时,应尽量减少与物料流动方向垂直的接缝,以减少物料的流动阻力,达到好的物料流动效果。
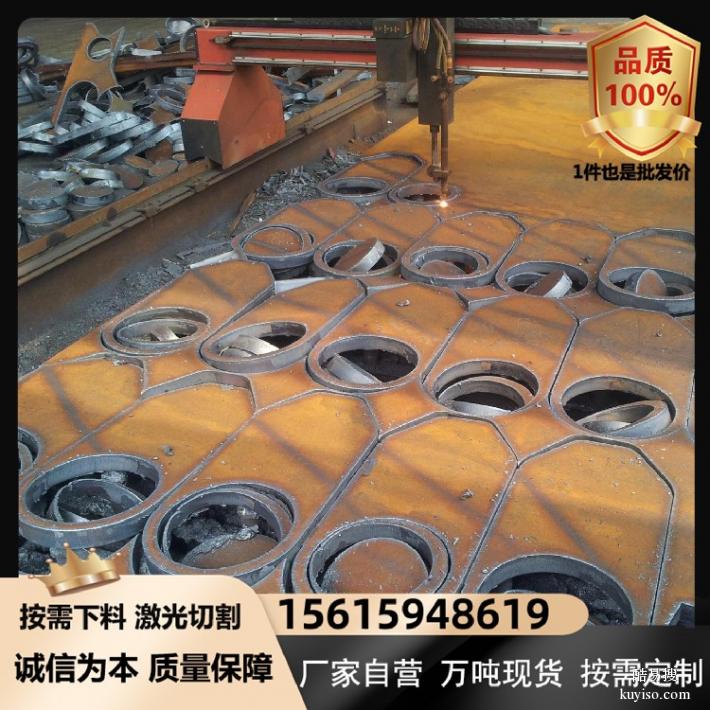
而决定溜槽性能和使用寿命的核心要素就是溜槽衬板。溜槽需要频繁输送物料,冲击力大、摩擦力强,这就需要衬板具有很强的抗冲击能力和耐磨损能力。而要保证溜槽不堵料、不挂料,我们还需要保证衬板表面光滑。这就让抗冲击、耐磨损、表面光滑的耐磨陶瓷衬板成了选煤厂溜槽的最佳搭档。
不过,在使用耐磨陶瓷衬板的过程中,我们还需要根据衬板所处的温度、位置等不同环境选择不同的型号、安装方法,灵活使用,在提升性能的同时,也节约成本。
溜槽作为选煤厂数量最大的非标设备之一,担负着输送、密封、调节工艺流程以及使物料在机械设备上合理分布、避免偏载等重要作用。如果溜槽设计不合理,可能引起输送物料堵塞、过度粉碎、粉尘多、噪音大、溜槽使用寿命短等问题,严重时会造成某些机械设备运转不正常,直接导致选煤厂停产。
按溜槽所处位置不同,溜槽可分为机头溜槽、机前溜槽、筛下漏斗、机下溜槽、收集槽、桶等。溜槽上可设置翻板、闸门,使其具有分配物料的功能,同时还可设置筛板,使其具有脱水功能。
坡口设计
开坡口的目的是为了保证焊透和提高工件连接强度,合理调节焊缝金属中母材金属所占的比例。由于填充金属中有益合金元素含量较高,坡口的设计增加了焊缝中填充金属的比例,有利于改善焊接质量。留钝边是为了防止烧穿,留根部间隙是为了保证焊透。根据西气东输的经验,坡口形式采用V型,单边坡口角度为22.5°-23.5°,对口间隙为2.4-4.0mm,钝边为0.8-2.4mm。
焊接加工
耐磨钢板通常采用药皮保护电弧焊,二氧化碳气体保护焊进行焊接,即可得到满意的焊接接头。手工电弧焊应选用低残留潮气的碱性焊条,必要时焊条应按厂家要求进行干燥处理。对实施高硬度钢板焊接时,建议对钢板进行预热,预热温度可考虑一下建议值或参见焊接规范。注意:焊缝填充料应在构件承受载荷和焊缝承受磨损的许可范围内,应尽可能的选择软的焊材(建议用ER50-6或者70KG高强焊丝),同时注意钢板和构件预热温度必须避免超过200℃,以免出现硬度降低的现象。推荐焊接工艺如下:
1、建议采用实心焊丝进行 MAG 焊接,焊接保护气体为(15-25%) CO2 的富 Ar 气体,气体流量为 18-25l/min;
2、优先选用低氢焊接材料。手工焊条焊接时,优先选用碱性焊条;
3、尽可能减少焊缝数量;尽可能采用纵缝,尽可能不采用横缝。焊接时尽量不摆动,采用多层多道焊接,焊接热输入建议不超过 10KJ/cm。推荐最大热输入量 Q= 板厚a/10;
4、坡口形状优先选用 U 形,可减少母材融入焊缝金属中的比例,降低焊缝中的含碳量,防止裂纹产生;
5、预热有利于防止产生冷裂纹。整体预热有困难时,可采用局部预热;当室温低于 0℃时建议预热;