价格面议2022-02-21 03:09:58


1.淬火零件不变形、激光淬火的热循环过程快。
2.几乎不破坏表面粗糙度 采用防氧化保护薄涂层。
3.激光淬火不开裂、精确定量的数控淬火。
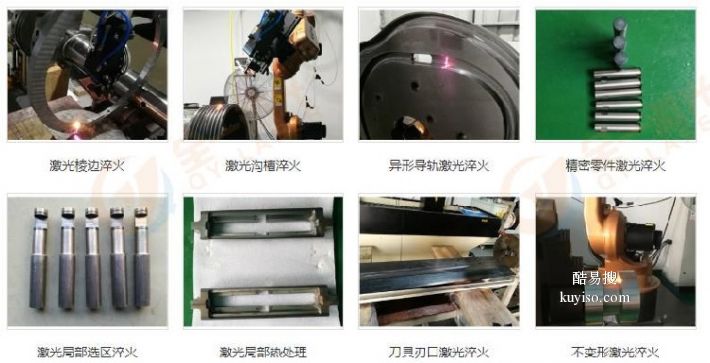
4.对局部、沟、槽淬火定位精确的数控淬火。
5.激光 淬火清洁、高效、不需要水或油等冷却介质。
6.淬火硬度比常规方法高 、淬火层组织细密、强韧性好。
7. 激光淬火是快速加热、自激冷却,不需要炉膛保温和冷却液淬火,是一种无污染绿色环保热处理工艺,可以很容易实行对大型模具表面进行均匀淬火。
8. 由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。
9. 由于激光束发散角很小,具有很好的指向性,能够通过导光系统对模具表面进行精确的局部淬火。
10. 激光表面淬火的硬化层深度一般为0.3~1.5mm。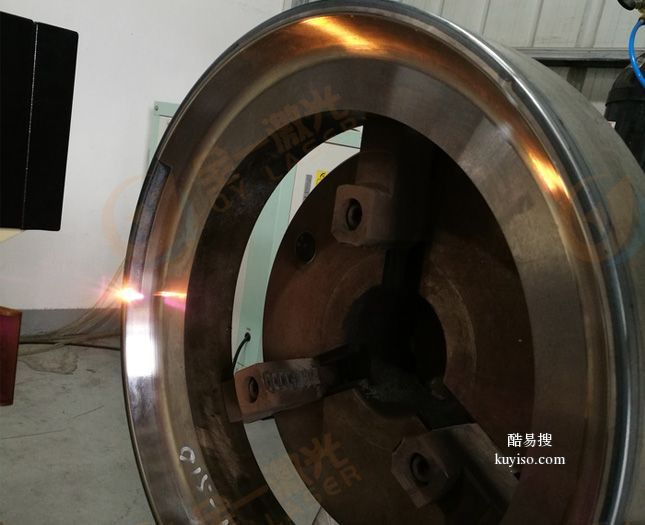
激光器
用于激光淬火的设备 [2] 有半导体光纤输出激光器,光纤激光器,全固态激光器,其中半导体光纤输出激光器在淬火领域应用最广。
激光器的选用要考虑以下几方面内容:
1. 激光器输出好的光束质量,电光转换率,光纤数值孔径,以及模式及模的稳定性。
2. 激光器输出功率稳定性。
3. 激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。
4. 激光器本身应具有良好的维护性,有故障诊断和连锁功能;
5. 操作简单方便。
6. 设备销售厂商的经济和技术能力,可信程度。一定要避免因小失大。
7. 设备易损件补充来源是否有保障,供应渠道是否畅通。
机床
激光加工机床的加工的基本尺寸范围为:长 5.5 米,直径 Φ 2.6 米。特殊工件,可加工的尺寸范围更大。本激光加工机床为双悬臂加工系统,可进行多工位的激光加工。
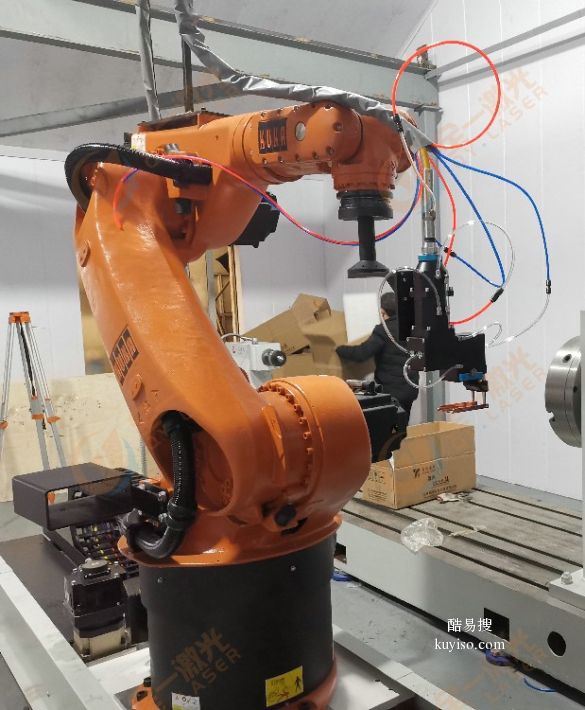
机器人
机器人可选国外和国产六轴机器人,可实现异形曲面和多角度加工。
激光淬火工艺是可直接淬硬的材料如结构钢、调质钢和铸钢,以及各种不同种类的如片状石墨铸铁或球状石墨铸铁的工艺。
采用激光淬火工艺,对经过切削加工好的构件进行淬硬时产生的局部淬火变形是很小的,由此可使后续加工减少到最低程度或者完全免去这种加工,从而使模具在淬硬后可立即投入生产应用。激光束淬火设备可以扩展为激光粉末堆焊和激光焊丝堆焊。
