价格面议2022-02-26 03:16:23
激光表面淬火的硬化层深度一般为0.3~1.5mm。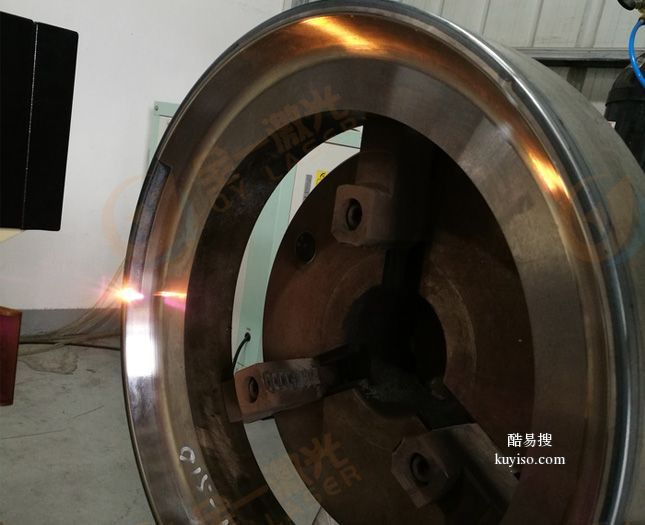
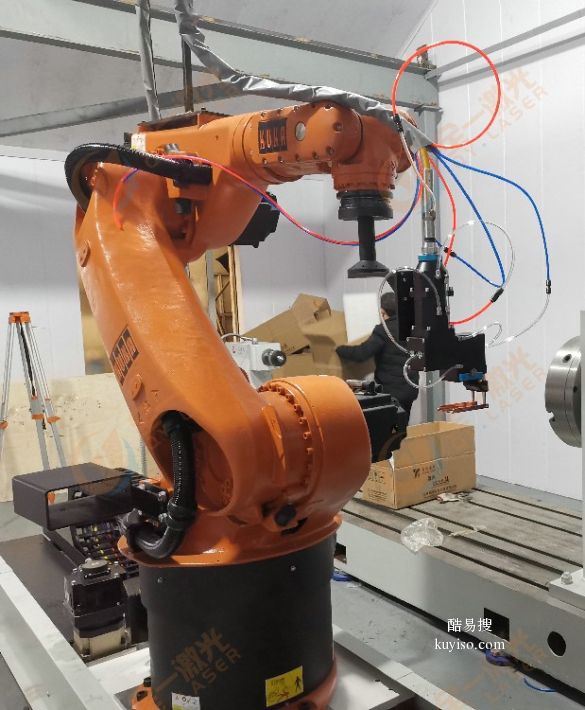
激光淬火是利用激光将材料表面加热到相变点以上,随着材料自身冷却,奥氏体转变为马氏体,从而使材料表面硬化的淬火技术。
齿轮是机械制造行业中应用广泛的零件.为了提高齿轮的承载能力,需对齿轮进行表面硬化处理.而传统的齿轮硬化处理工艺,如渗碳、氮化等表面化学处理和感应表面淬火、火焰表面淬火等存在两个主要问题:即热处理后变形较大和不易获得沿齿廓均匀分布的硬化层,从而影响齿轮的使用寿命.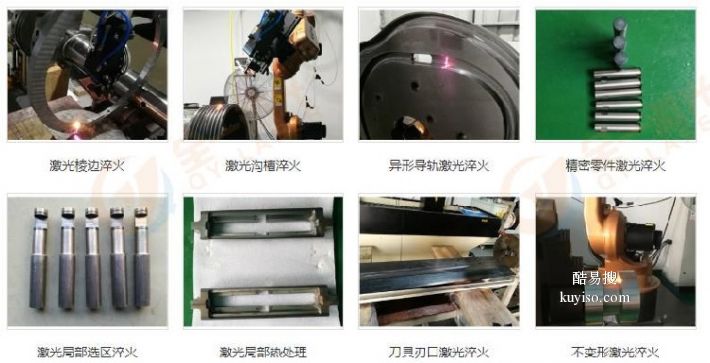
激光淬火的特点
1.淬火零件不变形、激光淬火的热循环过程快。
2.几乎不破坏表面粗糙度 采用防氧化保护薄涂层。
3.激光淬火不开裂、精确定量的数控淬火。
4.对局部、沟、槽淬火定位精确的数控淬火。
5.激光 淬火清洁、高效、不需要水或油等冷却介质。
6.淬火硬度比常规方法高 、淬火层组织细密、强韧性好。
7. 激光淬火是快速加热、自激冷却,不需要炉膛保温和冷却液淬火,是一种无污染绿色环保热处理工艺,可以很容易实行对大型模具表面进行均匀淬火。
8. 由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。
9. 由于激光束发散角很小,具有很好的指向性,能够通过导光系统对模具表面进行精确的局部淬火。
10. 激光表面淬火的硬化层深度一般为0.3~1.5mm。
从激光淬火齿面硬度、硬化层深度以及抗点蚀疲劳强度等性能指标看,激光淬火完全可以取代常规的齿轮渗碳工艺.
激光淬火工艺采用了常用普通中碳钢代替昂贵的合金渗碳钢,从而有效地降低了生产成本,产生了良好的经济效益.
激光淬火解决了常规齿轮渗碳工艺中存在的变形难题,这不仅省去了后面的磨齿工艺,而且提高了成品率,从而进一步降低了成本.
