
型号 W11-16*2200
外形尺寸 1100*1300*3800 (mm) (mm)
4.5 (m/min)
动力建 电动
主电机功率 11 (kw)
卷板宽度 2200 (mm)
800 (mm)
卷解度 16 (mm)
下海径 230 (mm)
控制形式 Al
近几年来,我国生产的万能卷板机数不胜数,其卷制工艺也越来越精湛。随着液压卷板机生产技术不断进步,国产原件的精度、性能已达到较高的水平。
下面来了解下万能卷板机的卷制工艺过程,大致分为四部:
1、 预弯,卷板时平板两端各有一段长度由于接触不到上辊而不发生弯曲,称为剩余直边,工艺上将平板开始弯曲的小力臂叫做理论剩余直边,其大小与设备机构及其弯曲形式有关。
2、 对中,对中的目的是使工件母线与滚筒轴平行,防止生产扭斜。
3、 卷圆,卷圆是产品成形的主过程,分一次进给与多次进给两种,卷制厚板常用多次进给。进给次数取决于工艺限制条件及其设备限制条件,冷卷回弹量显著时,须加一定的过卷量。
4、 矫圆,矫圆的目的是尽可能使整圆曲率均匀一致,保证产品质量。一般矫圆工序分三个工步:
根据经验或计算将工作辊调到所需的大矫正曲率的位置。
将滚筒在矫正曲率下滚卷1~2圈,使整卷橘绿云云一致。
逐渐卸载荷载,使工件逐渐减少的矫正载荷下多次滚卷。
总结下来,万能卷板机采用上辊升降液压传动和水平移动,由下辊驱动,电气集中控制操作系统,能一次上料完成对板材两端的预弯及卷制筒形、弧形工件的工作,还可以对金属板料进行一定的整形校平,有直接预弯、省事、省料之功效,配置NC系统控制,提高自动化程度。
近日,由我司自主研制的全伺服四辊卷板机圆满调试成功!
该四辊卷板机为全伺服自动型,用于常温将工件卷成各种圆弧形;上辊为固定式,下辊和两侧辊可以上下移动;上辊为主驱动辊,通过其旋转为板材卷制提供扭矩,下辊与两侧辊为被动辊;预弯通过上、下辊夹持板材,侧辊升降使板材变形来实现;滚圆时通过伺服电机及行星减速机驱动工作辊转动。
采用全自动微控系统,包括主电柜、操作台等硬件部分和微机专用控制软件,是四辊卷板机设计、制造的专用控制系统,有效地保证了卷制的高精度。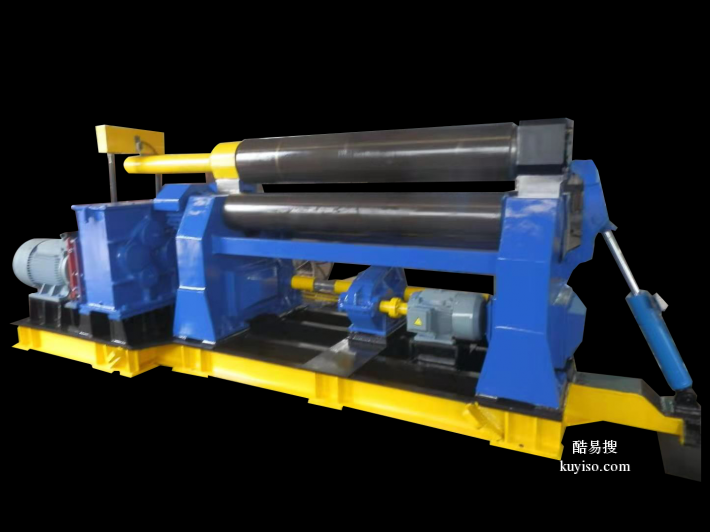
数控卷板机是一种可以将金属钣材卷成圆形、弧形和一定范围内的锥形工件,也是一种塑性设备,可以有不同的形状如O型、U型、多段R等不同形状钣材的功能。
不管是使用数控卷板机的任何一个大小企业或类似卷板机厂家的工厂这种设备都要防止在加工出现的泄漏及灰尘的落入都必须要安装密封装置。
卷板机液压系统中起着密封作用的元件,即密封件,卷板机液压系统中的密封件是用来防止液体或固体微粒从相邻结合面间泄漏及防止外界杂质的进入。卷板机液压系统中密封件的使用寿命是衡量液压系统好坏的一个重要指标。
卷板机一般用来改变材料的形状,使其弯曲成型以此来达到使用要求,是板材加工设备中一个比较重要的设备。那么卷板机在拆卸的时候应该注意哪些问题呢?
1、要卸下卷板机可以拆卸的所有部件如垂直支架或侧支架、推钢机、台板等。
2、用到的起吊工具机器需要要有合格的认证,并且用到的起吊机器的起吊能力要大于被起吊物的重量。
3、将吊带放在压辊之间而不是任何别的地方,为了不讲卷板机的部件损坏一般是不能将吊带吊在下压辊上的。
4、为了运输安全卡轭的端部需要用适当的夹具塞住或用锁扦放在液压缸的活塞杆;
5、机器的基座上应该要设有悬挂点使得可以使用两根吊带上压辊,但要注意两根吊带之间的开度不要太大以防起吊时突然移动。
6、大型和中型机在基座上有四个供起吊用的钩栓并且可以做到用一只四臂吊具将其吊起。
7、当机器装在板条箱内放在支撑平台上发运时,可使用叉车从下面举起并且将叉车的叉子放到板条箱上所示的参考点附近。当移动吊起和卷板机的时候为了不使货物失去平衡,速度要慢一点、稳一点并且要避免突然加速或减速。
