价格面议2022-03-22 19:47:00
2、不同于其他一般钢管,它内外防腐,且对饮用水无任何危害。
3、抗水锤能力比球墨铸铁管强。
4、两种管材对基础的要求基本相同。
5、在施工方面TPEP钢管是焊接,技术要求较高。
TPEP防腐管基管和涂层的复合技术,首要方法是先将基管预热,使外表温度契合塑料粉末所请求的温度要求,并以较高温度控制,再涂上塑料粉末,上粉又称散布法,详细可区分为:喷涂:用压缩空气通过喷嘴喷出塑料粉末;吸涂:将管内用真空泵构成负压,将塑料粉末吸进去;浸渍:将塑料粉末存放在容器中,将预热后的基管浸没在粉末中;滚塑:塑料粉末贮积在基管壁上,旋转翻滚基管使粉末均匀分布。因为基管外表达到了额定温度,因而塑料粉末上了管壁后,就熔融和涂敷在管壁上,构成涂层,构成防腐层。
现场焊接施工可有以下几种方式或组合方式:
(1)在施工现场的管沟内进行连续施焊,施焊前应在对口焊接处挖相应大小的沟槽,以便于人工施焊操作。
(2)在岸上每两支钢管对口焊接及内外补口后吊入施工管沟进行焊接。
(3)施工时,尽量先从弯头处开始焊接,最后在阀井处合拢。
5、超声波检测:焊接完成后,对焊口进行打磨并进行超声波检测,主要是检验焊缝有无气孔、夹渣等缺陷。如发现缺陷,要用气割割开重新再焊。
内连接涂层修补:有两种方式,一种是人工刷涂,另一种是机械喷涂。第一种冬天施工固化时间长,需要施工时间长,人工操作麻烦等原因,建议采用第二种方式。
a、主要设备:角磨机(配钢丝轮)、专用喷涂设备、压缩空气机(>0.3MPa)、运载小车、干毛刷(2~5个)、2KW加热电炉、接触式测温表。
主要材料:专用修补剂(A、B组分)、喷枪清洗剂、喷涂设备清洗剂。
外连接涂层修补:
主要设备:角磨机(配钢丝轮)、干毛刷(2~5个)、专用烘烤枪、辊轮、电热灯泡、接触式测温表等。
b、主要材料:专用双组分底漆、稀料、热收缩套、固定片、液化气或压缩天然气罐等。
8、质量检验:检验合格后覆土填埋。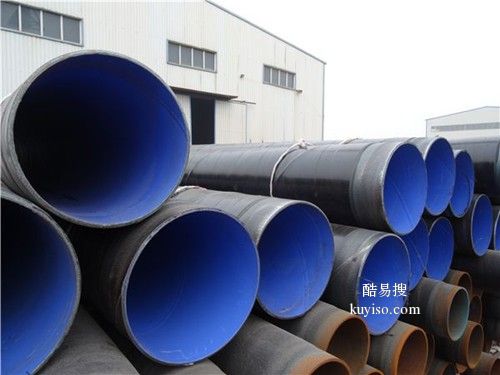
三通制造过程:
热压成型:选材下料,按照三通的规格,选择适当的钢板(卷制成管坯,进行机械坡口和修正)或钢管,用半自动氧炔焰或等离子切割。并将原材料的炉、批号及管件规格、工程名称、编号标识清楚。
三通压制成型:操作人员应学习相关工艺文件并熟悉设备的操作方法及工艺过程,并准备好在工作过程中需要的各类器具。
装炉加热:将三通坯料装入天然气热处理炉中,底部用垫铁将坯料与炉车隔离且保证三通间距≥200mm,400℃以上升温速度≤200℃/h。
将三通坯料加热保温,确保三通烧透后出炉压扁(保证焊缝在三通中央),使压制后短轴长不大于三通外径(模具内径)。
继续装炉加热并进行保温,后出炉将三通管坯部分(焊缝在底部)淬火后,迅速将管坯放入模具中鼓包,在压力的作用下,未冷却部分沿胎具内腔流动形成支管。
重复过程上步骤,直至支管满足要求。
轴向剪切强度:≥0.12MPa(23±2℃)
连续运行温度:140℃ Max
峰值运行温度:150℃ Max
使用寿命:≥30年(保温层及外护层,工作钢管的使用寿命与水质有关)
管端净区长度:200mm
管径范围:DN20-DN1200
工作钢管执行标准:DN150及以下管径采用无缝钢管,执行标准GB/T8163-1999。 DN200及以上管径采用螺旋焊管,执行标准SY/T5037-2000或GB/T9711.1
