价格面议2022-03-22 19:46:59
2、不同于其他一般钢管,它内外防腐,且对饮用水无任何危害。
3、抗水锤能力比球墨铸铁管强。
4、两种管材对基础的要求基本相同。
5、在施工方面TPEP钢管是焊接,技术要求较高。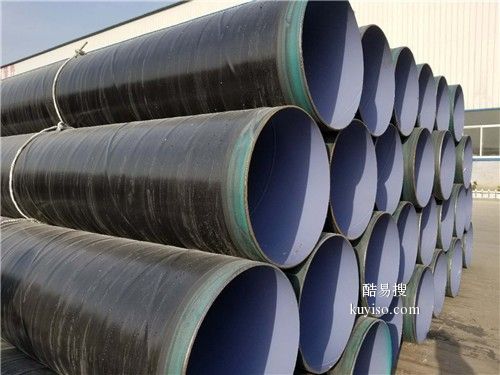
TPEP防腐管基管和涂层的复合技术,首要方法是先将基管预热,使外表温度契合塑料粉末所请求的温度要求,并以较高温度控制,再涂上塑料粉末,上粉又称散布法,详细可区分为:喷涂:用压缩空气通过喷嘴喷出塑料粉末;吸涂:将管内用真空泵构成负压,将塑料粉末吸进去;浸渍:将塑料粉末存放在容器中,将预热后的基管浸没在粉末中;滚塑:塑料粉末贮积在基管壁上,旋转翻滚基管使粉末均匀分布。因为基管外表达到了额定温度,因而塑料粉末上了管壁后,就熔融和涂敷在管壁上,构成涂层,构成防腐层。
TPEP防腐钢管埋地钢质管道外防腐层性能,管道防腐层是长隔绝输送管道的第一道屏蔽,直接关联到管道的防腐功能和运行寿命。相同材质的管道,有的可以使用几十年,然而有的几年就出现腐蚀等一系列问题,就是因为它们采用了不合的表里防腐工艺。
大口径TPEP防腐钢管——外缠绕聚乙烯内熔结环氧防腐钢管,是第四代管道防腐形式,是一种特定的防腐工艺,管道防腐所用的防腐材料是根据生产工艺定做的,专用于管道防腐。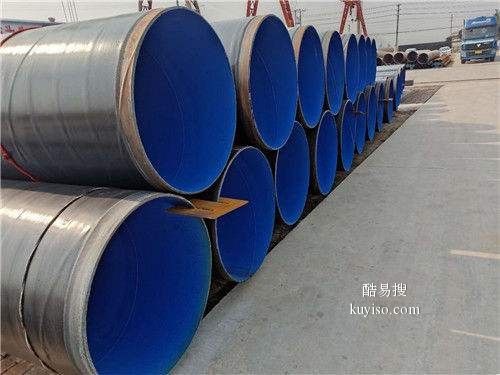
优点:
1) 结合钢管的机械强度和塑料的耐蚀性于一体,外壁3PE涂层厚度2.5-4mm。
2)内壁摩阻系数小,输送同等流量可以降低一个口径级别
3)内壁达到国家卫生标准,光滑不易结垢,具有自清洁功能。
4)是涂塑钢管的第四代防腐产品,防腐性能强,自动化程度高,综合成本低。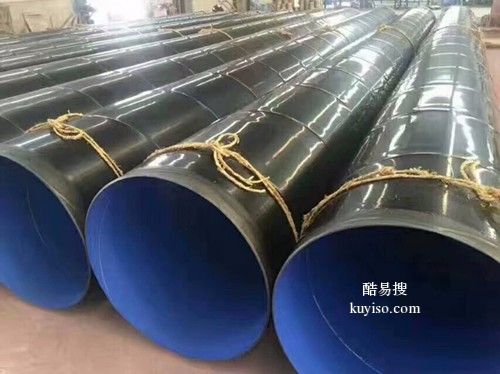
管道安装施工工艺流程:
TPEP管道
清理——对口——氩弧焊打底——手工电弧焊——超声波检测——内连接涂层修补——外连接涂层修补——质量检验
1、清理:焊接吊运前,将管端保护器取下,将管端压敏胶带去掉,检查内外焊接预留修补处锈蚀程度,达不到防腐要求时,预先处理,减少内壁焊接后处理的工作量。
2、对口:利用工装将两支钢管端口对齐,防止焊接后错边。
3、氩弧焊打底:根据不同的焊接母材,选取焊丝牌号,进行氩弧焊打底。
4、手工电弧焊:根据不同的焊接母材,选取不同牌号的焊条进行填充补焊,每次填充厚度为3mm,进行多遍焊接。
三通制造过程:
热压成型:选材下料,按照三通的规格,选择适当的钢板(卷制成管坯,进行机械坡口和修正)或钢管,用半自动氧炔焰或等离子切割。并将原材料的炉、批号及管件规格、工程名称、编号标识清楚。
三通压制成型:操作人员应学习相关工艺文件并熟悉设备的操作方法及工艺过程,并准备好在工作过程中需要的各类器具。
装炉加热:将三通坯料装入天然气热处理炉中,底部用垫铁将坯料与炉车隔离且保证三通间距≥200mm,400℃以上升温速度≤200℃/h。
将三通坯料加热保温,确保三通烧透后出炉压扁(保证焊缝在三通中央),使压制后短轴长不大于三通外径(模具内径)。
继续装炉加热并进行保温,后出炉将三通管坯部分(焊缝在底部)淬火后,迅速将管坯放入模具中鼓包,在压力的作用下,未冷却部分沿胎具内腔流动形成支管。
重复过程上步骤,直至支管满足要求。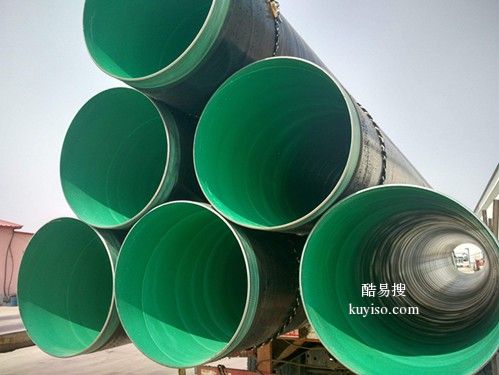
轴向剪切强度:≥0.12MPa(23±2℃)
连续运行温度:140℃ Max
峰值运行温度:150℃ Max
使用寿命:≥30年(保温层及外护层,工作钢管的使用寿命与水质有关)
管端净区长度:200mm
管径范围:DN20-DN1200
工作钢管执行标准:DN150及以下管径采用无缝钢管,执行标准GB/T8163-1999。 DN200及以上管径采用螺旋焊管,执行标准SY/T5037-2000或GB/T9711.1
聚氨酯保温管 温层技术参数:
平均孔径:≤0.5mm
闭孔率:≥88%
任意位置密度:≥60㎏/m3
抗压强度:≥0.3MPa(10%变形条件下)
吸水率:≤10%(100℃沸水,90分钟)
低压高密度聚乙烯外护管技术参数:
密度:≥950㎏/m3(20℃)
炭黑含量:2.5%±0.5%(质量百分比)
导热系数:0.43W/(m.℃)
热膨胀系数:18010-6(1℃)
熔融聚氨酯保温管指数:0.50~0.70g(MFI 190℃/5kg)
拉伸强度:≥19MPa
断裂伸长率:≥350%
耐环境应力开裂:≥200h 纵向回缩率
