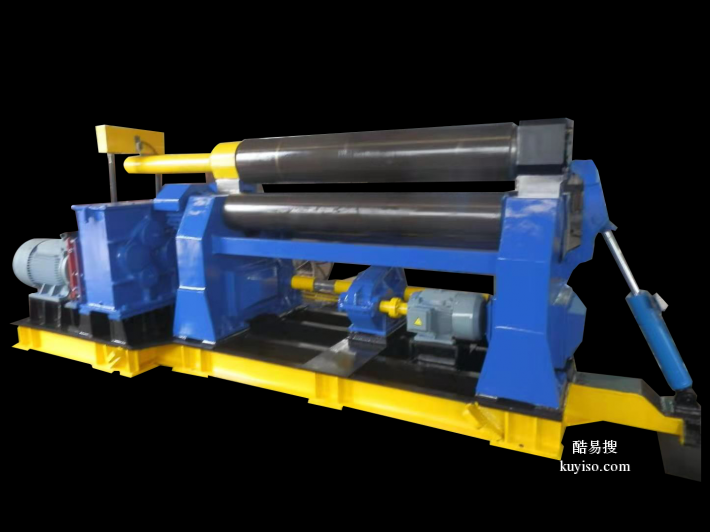
对称式三辊卷板机,在两个下辊2的中间对称位置上有一个上辊1,上辊是被动的,能在垂直方向作上下调节,对板料3施加压力,以得到不同的弯曲程度。下辊2星水平分布,安装在固定的轴承内,由电动机通过齿轮减速器作同方向、同速转动。工作时板料置于上、下辊之间,上辊下压,下辊旋转,在压力和摩擦力作用下,板料发生连续三点的均匀弯曲,从而完成滚弯成形。板料的弯曲半径由上辊的下压量来决定,下压量越大,弯曲半径越小;反之,弯曲半径越大
近几年来,我国生产的万能卷板机数不胜数,其卷制工艺也越来越精湛。随着液压卷板机生产技术不断进步,国产原件的精度、性能已达到较高的水平。
下面来了解下万能卷板机的卷制工艺过程,大致分为四部:
1、 预弯,卷板时平板两端各有一段长度由于接触不到上辊而不发生弯曲,称为剩余直边,工艺上将平板开始弯曲的小力臂叫做理论剩余直边,其大小与设备机构及其弯曲形式有关。
2、 对中,对中的目的是使工件母线与滚筒轴平行,防止生产扭斜。
3、 卷圆,卷圆是产品成形的主过程,分一次进给与多次进给两种,卷制厚板常用多次进给。进给次数取决于工艺限制条件及其设备限制条件,冷卷回弹量显著时,须加一定的过卷量。
4、 矫圆,矫圆的目的是尽可能使整圆曲率均匀一致,保证产品质量。一般矫圆工序分三个工步:
根据经验或计算将工作辊调到所需的大矫正曲率的位置。
将滚筒在矫正曲率下滚卷1~2圈,使整卷橘绿云云一致。
逐渐卸载荷载,使工件逐渐减少的矫正载荷下多次滚卷。
总结下来,万能卷板机采用上辊升降液压传动和水平移动,由下辊驱动,电气集中控制操作系统,能一次上料完成对板材两端的预弯及卷制筒形、弧形工件的工作,还可以对金属板料进行一定的整形校平,有直接预弯、省事、省料之功效,配置NC系统控制,提高自动化程度。
