价格面议2022-03-06 03:15:50

激光表面淬火的硬化层深度一般为0.3~1.5mm。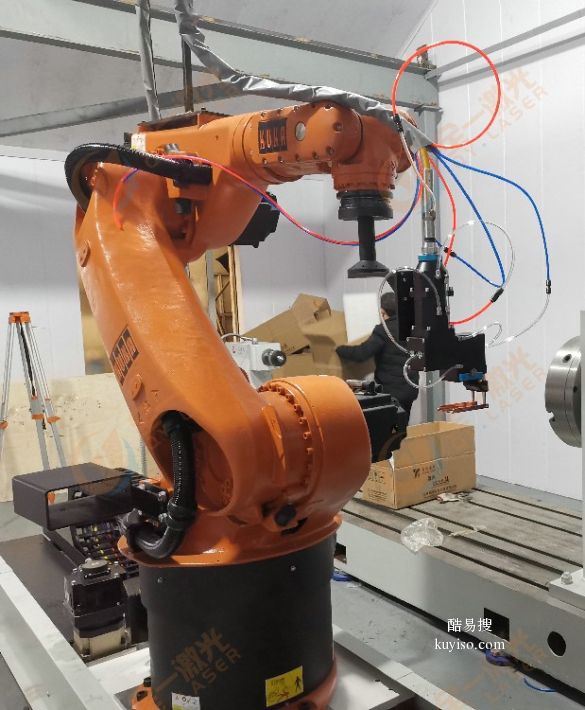
激光淬火是利用激光将材料表面加热到相变点以上,随着材料自身冷却,奥氏体转变为马氏体,从而使材料表面硬化的淬火技术。
采用激光淬火齿面,其加热冷却速度很高,工艺周期短,不需要外部淬火介质.具有工件变形小,工作环境洁净,处理后不需要磨齿等精加工,且被处理齿轮尺寸不受热处理设备尺寸的限制等独特优点.
激光熔凝淬火技术 [1] 是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火组织非常致密,沿深度方向的组织依次为熔化-凝固层、相变硬化层、热影响区和基材。激光熔凝层比激光淬火层的硬化深度更深、硬度要高,耐磨性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的破坏,一般需要后续机械加工才能恢复。为了降低激光熔凝处理后零件表面的粗糙度,减少后续加工量,华中科技大学配制了专门的激光熔凝淬火涂料,可以大幅度降低熔凝层的表面粗糙度。进行激光熔凝处理的冶金行业各种材料的轧辊、导卫等工件,其表面粗糙度已经接近激光淬火的水平。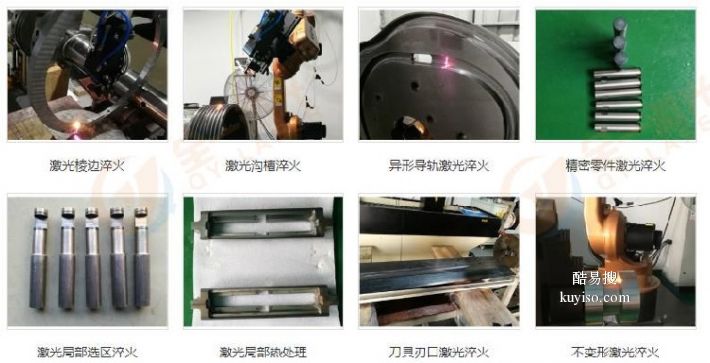
齿轮是机械制造行业中应用广泛的零件.为了提高齿轮的承载能力,需对齿轮进行表面硬化处理.而传统的齿轮硬化处理工艺,如渗碳、氮化等表面化学处理和感应表面淬火、火焰表面淬火等存在两个主要问题:即热处理后变形较大和不易获得沿齿廓均匀分布的硬化层,从而影响齿轮的使用寿命.
