价格面议2022-02-20 03:21:52
激光表面淬火的硬化层深度一般为0.3~1.5mm。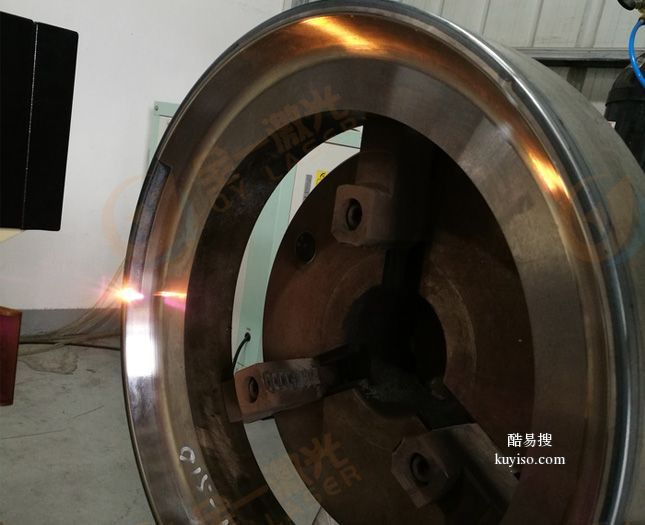
激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,一般在0.3~2.0mm范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求。
激光淬火技术可对各种导轨、大型齿轮、轴颈、汽缸内壁、模具、减振器、摩擦轮、轧辊、滚轮零件进行表面强化。适用材料为中、高碳钢,铸铁。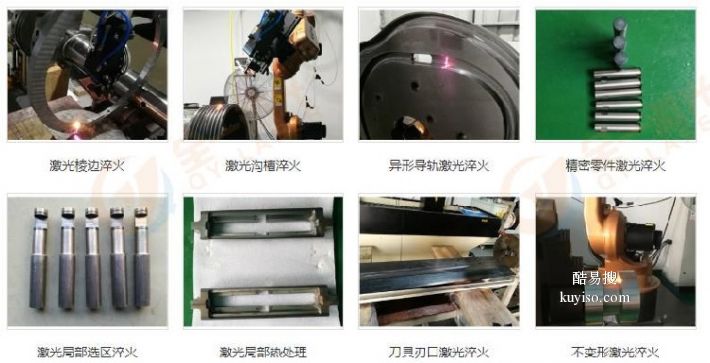
齿轮是机械制造行业中应用广泛的零件.为了提高齿轮的承载能力,需对齿轮进行表面硬化处理.而传统的齿轮硬化处理工艺,如渗碳、氮化等表面化学处理和感应表面淬火、火焰表面淬火等存在两个主要问题:即热处理后变形较大和不易获得沿齿廓均匀分布的硬化层,从而影响齿轮的使用寿命.
激光器
用于激光淬火的设备 [2] 有半导体光纤输出激光器,光纤激光器,全固态激光器,其中半导体光纤输出激光器在淬火领域应用最广。
激光器的选用要考虑以下几方面内容:
1. 激光器输出好的光束质量,电光转换率,光纤数值孔径,以及模式及模的稳定性。
2. 激光器输出功率稳定性。
3. 激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。
4. 激光器本身应具有良好的维护性,有故障诊断和连锁功能;
5. 操作简单方便。
6. 设备销售厂商的经济和技术能力,可信程度。一定要避免因小失大。
7. 设备易损件补充来源是否有保障,供应渠道是否畅通。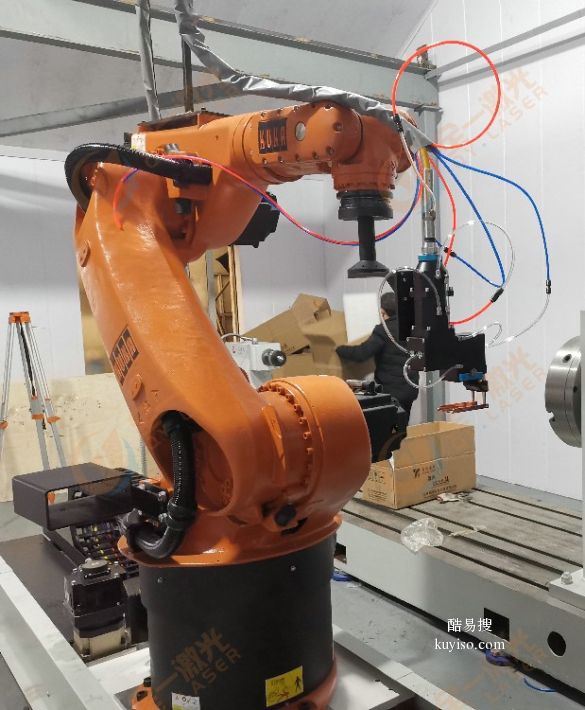
其含碳量至少要达到0.22%。但是,经渗碳的钢和预先经氮化的钢同样也可以进行淬火。在激光淬火时,激光束瞄准着被淬硬的部位或者局部的部位,只有很少量的热传导到构件。因此,使构件不致产生较大的变形,从而对淬硬工件只须进行很少的后续加工或甚至不再需要进行这种加工。
