价格面议2021-12-12 14:11:51
2、烘干炕主要作用是把角钢表面的水份烘干,另一方面是提升角钢本身的温度,防止溅锌伤人,也不带走锌锅内的热能,促使锌铁合金层的加快生成。
3、烘干炕温度为80℃~180℃,角钢的干燥时间为3~7分钟,也可根据角钢的规格、壁厚不同掌握烘干温度;干燥工要随时检查角钢的干燥程度,防止时间不足进入锌液中溅锌伤人;烘干时不要超温,防止把溶剂烘焦。
热镀锌角钢工艺流程:角钢酸洗→水洗→浸助镀溶剂→烘干预热→镀锌→冷却→钝化→清洗→打包→热镀锌完工。热镀锌角钢的镀锌层厚度均匀,可达30-50um,可靠性好,镀锌层与钢材间是冶金结合,成为钢表面的一部份,因此热镀锌角钢的镀层持久性较为可靠。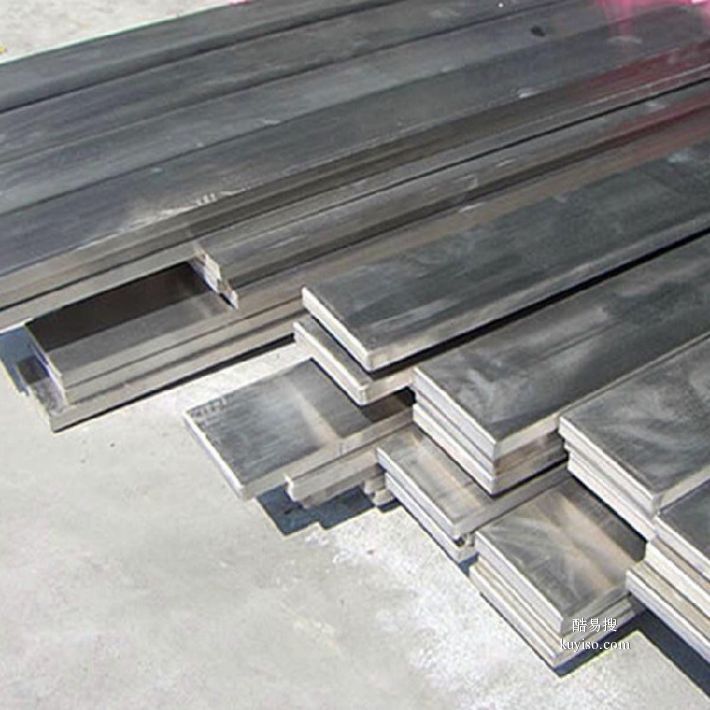
镀锌型钢受潮会对产品外观质量产生一定的影响,容易造成产品出现白锈或黑斑,不及时处理会造成返碱。为减少或避免因受潮而影响镀型钢产品外观质量情况的出现,温馨提示如下;
1、镀锌型钢(如镀锌角钢、镀锌槽钢、镀锌扁钢、镀锌圆钢)的运输要求车辆遇到雨水天气需全程遮盖雨布,如遇雨淋,应在卸车后及时进行拆开晾晒,使雨水分尽快蒸发,晾干;
2、镀锌型钢存放时,底部应放置枕木,确保与地面操持适当的距离,防止底部受潮或受腐蚀,紧密打包型镀型钢于室内存放时应保持干燥,通风;于室外存放时,应加盖雨布或者采取其他防止雨淋的措施,如被雨淋或者雨水浸泡后,应尽快打开晾晒。确保镀锌型钢内外部水分充分晾干,避免出现白锈和黑斑;
3、关注天气情况,注意天气变化,如遇阴雨天气时,应及时对镀锌型钢存放的环境查看,采取措施,防止受潮。
4、镀锌产品收到货物后进行抽检,确定货物是否干燥,如遇质量问题及时与我方反馈处理。
镀锌角钢、镀锌槽钢热镀锌时锌渣产生的原因角钢、槽钢、工字钢等工件浸锌时,即使微量的铁盐随角钢、槽钢、工字钢等工件附带浸入锌液,也会明显增加锌灰的产生。当大部分氯化亚铁与锌反应时,它们之间将会产生Zn-Fe的金属键结,此乃锌渣产生之主因。
镀锌角钢、镀锌槽钢热镀锌时助镀液配制存在的问题
助镀液的“铵锌比”或“锌铵比”的配比及应用中,缺乏科学的检测分析,仅凭经验,可以说是目前很多中小企业在这一工序存在的大问题。有很多企业在助镀液的配比中,凭经验做法基本上是铵多锌少,浸锌过程中烟雾弥漫;也有的企业采用锌多铵少的配比方法。
这种现象的存在和掌握技术的管理人员并不清楚其中原理有关,因为这些人员受文化水平所限,单凭从业多年的经验来掌控生产。这样的操作方法毕竟存在一些不太科学的做法。
镀锌角钢、镀锌槽钢热镀锌时助镀整理区配置要求
(1)具备配制助镀液时原料的投放、检测、清理、倒槽的作业空间;储备清理完成的助镀液,压滤处理沉淀物的设施。
(2)为了防止人员滑入助镀槽,作业区应加装防护栏,栏杆高度应不小于500㎜.
(3)有洁净的水源和稳定的加热热源。水源要供水温度、足量;加热可以采用蒸气、电、余热等方式,如果利用蒸气加热酸洗溶液、助镀液等时,蒸气导入部位应注意加装冷凝装置,阻断冷凝水进入助镀液中。
(4)具有工件二次整理分类吊挂作业空间。针对杂件,进行二次分类吊挂,对提高生产效率、浸锌工艺统一性是非常重要的。
(5)助镀槽的平面规格参数选择,按照生产线承接件大外形尺寸来决定,深度一般随机调整。否则,需要进行热镀锌的工件无法放入槽中将无法生产
(6)助镀槽的结构和材料选用,原则上和酸洗、清洗工序处理槽相同。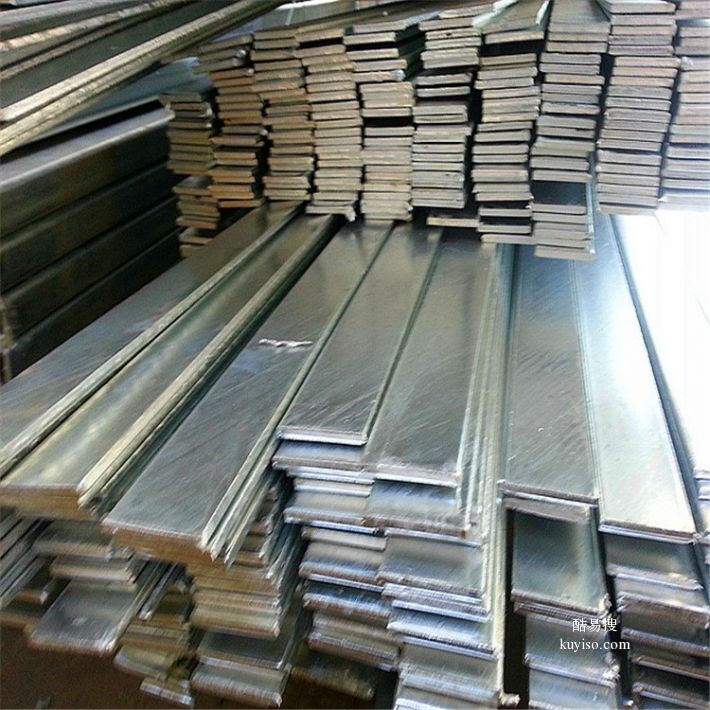
热镀锌角钢、热镀锌槽钢的浸渍助镀液工序,是传统“干法热镀锌”工艺不可缺少的工序环节之一。
热镀锌角钢、热镀锌槽钢的热镀锌工艺中,助镀溶剂经配比加入水进行溶解后,得到的溶液我们称之为助镀液,助镀液一般都采用“氯化锌+氯化铵”的复盐溶液。
就热镀锌角钢、热镀锌槽钢的行业的现状而言,有两种助镀方式:湿式和干式。
所谓助镀溶剂,实际上是一种催化剂,也是一种络合剂。可以作为助镀溶剂的物质很多,有无机酸、有机酸、盐类、胺类及其混合物等。
热镀锌角钢、热镀锌槽钢行业习惯上都将助镀溶剂叫做“接触剂”,或叫“结合剂”,也叫焊水。
助镀溶剂在热镀锌角钢、热镀锌槽钢的热镀锌过程中起媒介作用,即提供了锌离子,并使Zn-Fe之间很快地发生合金反应。在这种反应中,锌牢固地与铁在一起,并在铁基体上附着一层积聚的合金层,终形成附着在角钢、槽钢、工字钢等上面的镀锌层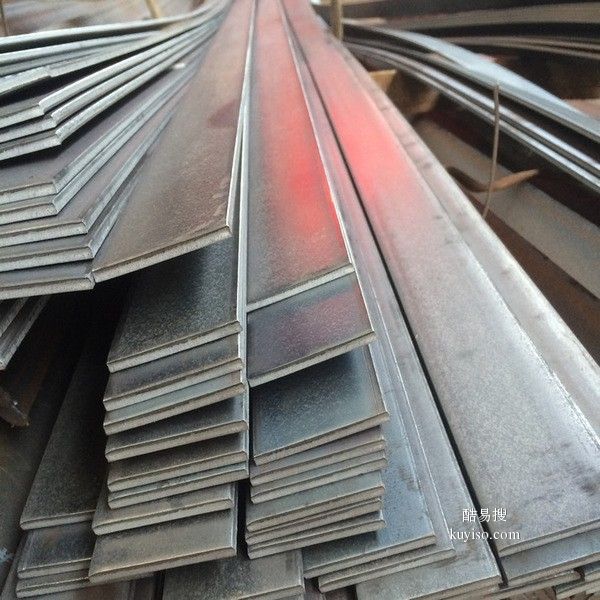
镀锌角钢、镀锌槽钢等待镀工件在浸锌前。若因清洗质量不佳,造成后续工序铁盐含量升高将产生以下不利影响。
清洗水中含有的铁离子含量变化也是锌灰的源头之一。浸锌工序之前的各工序中,氯化亚铁如果不能彻底的转换成氧氧化铁,那么,这些铁盐被带入锌液的几率就会增大。
镀锌角钢、镀锌槽钢等待镀工件在浸锌过程中要进行清洗工序。 助镀液内酸性的变化,使助镀液由弱酸性变成强酸性,助镀液处理工件时,强酸性和洁净的工件表面就会产生进一步的浸蚀反应,增加助镀液中的铁离子含量。
