180元2022-04-07 00:03:15
在温度为(20±5)℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30°,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。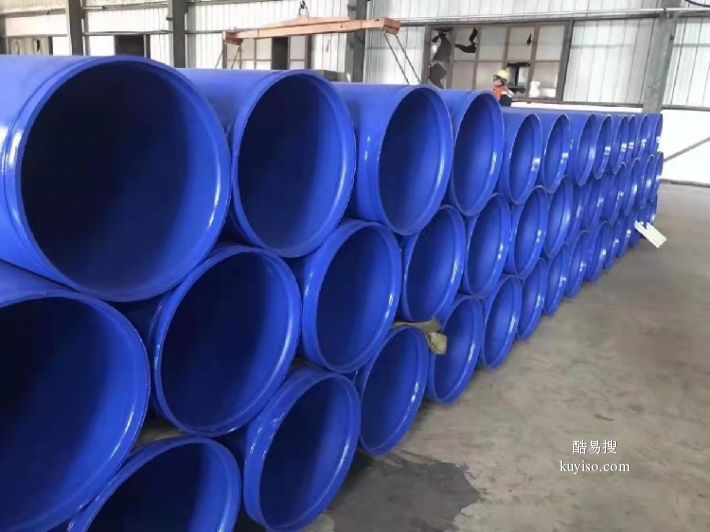
DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10)mm。
在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。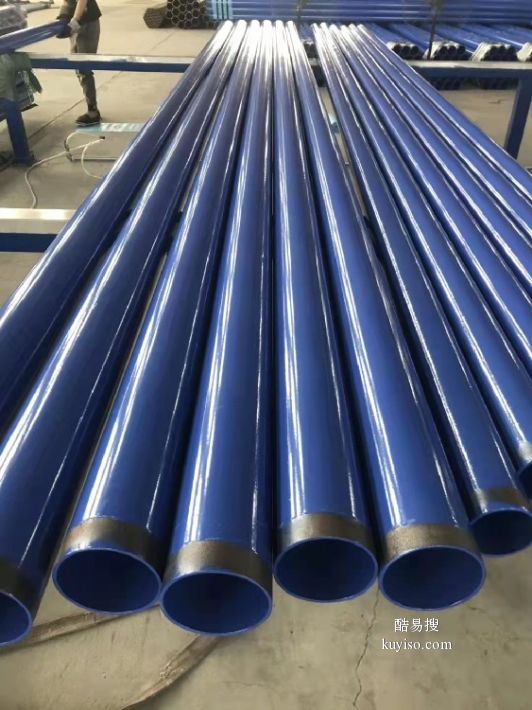
从涂覆钢管的任意位置切取长约100mm的试样,在温度为(20±5)℃的环境下,按规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
管段试件长度为(100±10)mm,将试件放置在恒温箱中,升温至(300±5)℃,并恒温1h,然后取出自然冷至常温。试验后,取出试件并检查内涂层(允许外观颜色变深、发暗现象),试验结果应符合5.11的规定。
与水压供给系统相连接,充水排除空气,然后进行3000次从(0.4±0.1)MPa至 MPa的交变水压试验,每次试验的周期不大于2s。试验后检查内涂层,并按6.4的规定进行附着力试验,试验结果应符合5.13的规定。
涂塑防腐钢管是怎么制作的呢?首先,将粉末涂料放入粉末供应箱中。储存在粉末供应箱中的粉末涂料需要提供一定的压力,使粉末处于流化状态。流化床浮动20%,使粉末供应稳定。然后风机降温冷却,形成固化防腐涂层。
