价格面议2022-11-07 16:30:04
激光焊接机的自动化程度高焊接工艺流程简单。非接触式的操作方法能够达到洁净、环保的要求。采用激光焊接机加工工件能够提高工作效率,成品工件外观美观、焊缝小、焊接深度大、焊接质量高。激光焊接机广泛应用于牙科义齿的加工,键盘焊接,矽钢片焊接,传感器焊接,电池密封盖的焊接等等方面。但激光焊接机的成本较高,对工件装配的精度要求也较高,在这些方面仍有局限性。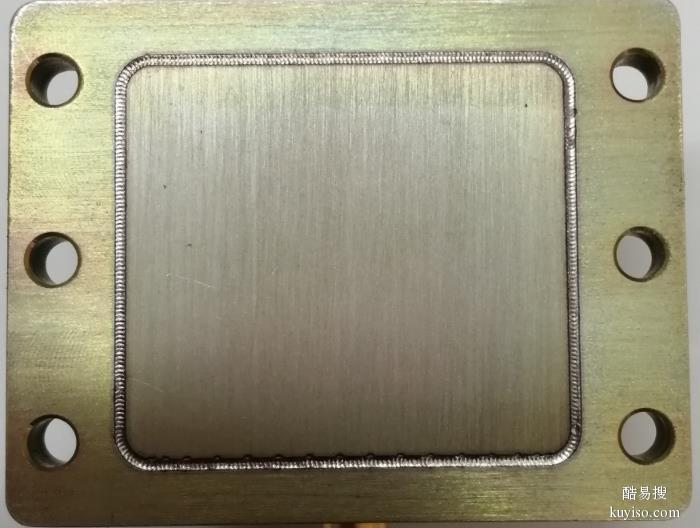
华诺激光焊接加工中心,隶属(华诺激光)是从事激光焊接的高新科技企业,激光焊接技术是激光加工大的应用域之一。提供激光焊接加工服务。对各种图形轨迹都可以精准激光焊接:曲线﹑圆弧﹑圆的﹑方的﹑斜线﹑螺纹形状…等都能精准完成焊接。普通的焊接工艺完成不了的薄壁焊接、精密焊接,我们的激光焊可以快速完成,达到品质。
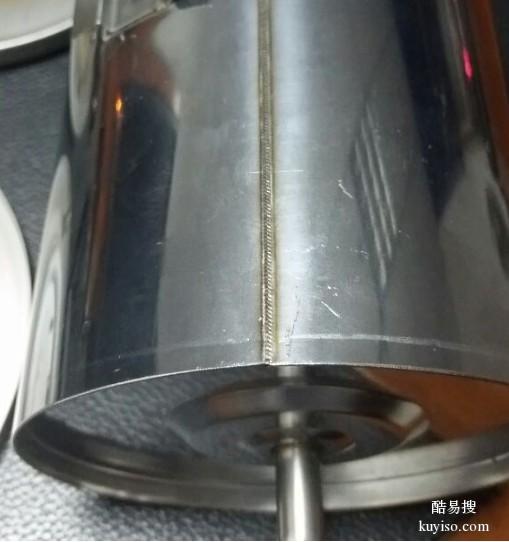
激光焊接特点:速度快,焊点小,变形小,能有效的保护敏感件(如薄壁件、电子件、玻璃光纤件、等等)不会穿孔泄漏,不受热的伤害,特别适合薄壁金属焊接,可焊接厚度在0.1∽2mm之间,适用于同种和异种材料之间的对接焊、混合焊接;可以实现激光点焊、线焊、圆周焊、密封焊等。
华诺激光焊接加工中心自成立以来,一直走在激光应用领域产品制造和创新的前沿。一直专注于精密激光焊接、切割、激光刻蚀、激光打孔、激光打标等产品研发与制造。
激光焊接技术原理
激光焊接可以采用连续或脉冲激光束加以实现,激光焊接的原理可分为热传导型焊接和激光深熔焊接。功率密度小于104~105 W/cm2为热传导焊,此时熔深浅、焊接速度慢;功率密度大于105~107 W/cm2时,金属表面受热作用下凹成“孔穴”,形成深熔焊,具有焊接速度快、深宽比大的特点。
其中热传导型激光焊接原理为:激光加热待加工表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰功率和重复频率等激光参数,使工件熔化,形成特定的熔池。 用于齿轮焊接和冶金薄板焊接用的激光焊接机主要涉及激光深熔焊接。
激光焊接优点
(1)可将入热量降到低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦低;
(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用;
(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形皆可降至低;
(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥;
(5)工件可放置在封闭的空间(经抽真空或内部气体环境在控制下);
(6)激光束可聚焦在很小的区域,可焊接小型且间隔相近的部件;
(7)可焊材质种类范围大,亦可相互接合各种异质材料;
(8)易于以自动化进行高速焊接,亦可以数位或电脑控制;
(9)焊接薄材或细径线材时,不会像电弧焊接般易有回熔的困扰;
(10)不受磁场所影响(电弧焊接及电子束焊接则容易),能的对准焊件;
(11)可焊接不同物性(如不同电阻)的两种金属;
(12)不需真空,亦不需做X射线防护;
(13)若以穿孔式焊接,焊道深一宽比可达10:1;
(14)可以切换装置将激光束传送至多个工作站。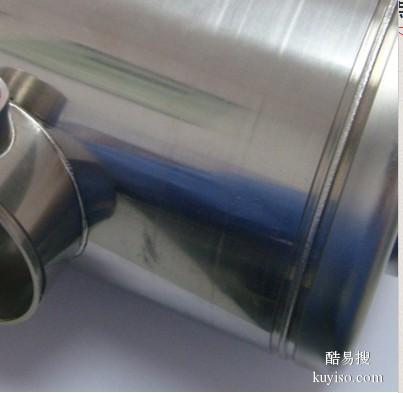
激光焊接工艺方法
1、片与片间的焊接。包括对焊、端焊、中心穿透熔化焊、中心穿孔熔化焊等4种工艺方法。
2、丝与丝的焊接。包括丝与丝对焊、交叉焊、平行搭接焊、T型焊等4种工艺方法。
3、金属丝与块状元件的焊接。采用激光焊接可以成功的实现金属丝与块状元件的连接,块状元件的尺寸可以任意。在焊接中应注意丝状元件的几何尺寸。
4、不同金属的焊接。焊接不同类型的金属要解决可焊性与可焊参数范围。不同材料之间的激光焊接只有某些特定的材料组合才有可能。
