价格面议2022-03-05 03:08:51

1、具有非接触性,激光形成的点径最小可以到0. 1mm,送锡装置最小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。
2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。
3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。
4、进行无铅焊接时,不易发生焊点裂纹。
5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。
激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,专用激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。
可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。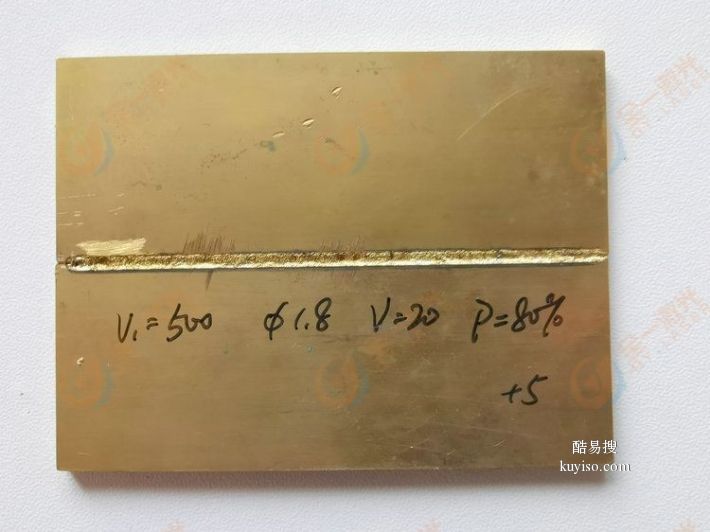
20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业突出的成就之一。欧洲的汽车制造厂早在20世纪80年代就率先采用激光焊接车顶、车身、侧框等钣金焊接,90年代美国竟相将激光焊接引入汽车制造,尽管起步较晚,但发展很快。意大利在大多数钢板组件的焊接装配中采用了激光焊接,日本在制造车身覆盖件中都使用了激光焊接和切割工艺,高强钢激光焊接装配件因其性能优良在汽车车身制造中使用得越来越多,根据美国金属市场统计,至2002年底,激光焊接钢结构的消耗将达到70000t比1998年增加3倍。根据汽车工业批量大、自动化程度高的特点,激光焊接设备向大功率、多路式方向发展。在工艺方面美国Sandia国家实验室与PrattWitney联合进行在激光焊接过程中添加粉末金属和金属丝的研究,德国不莱梅应用光束技术研究所在使用激光焊接铝合金车身骨架方面进行了大量的研究,认为在焊缝中添加填充余属有助于消除热裂纹,提高焊接速度,解决公差问题,开发的生产线已在工厂投入生产。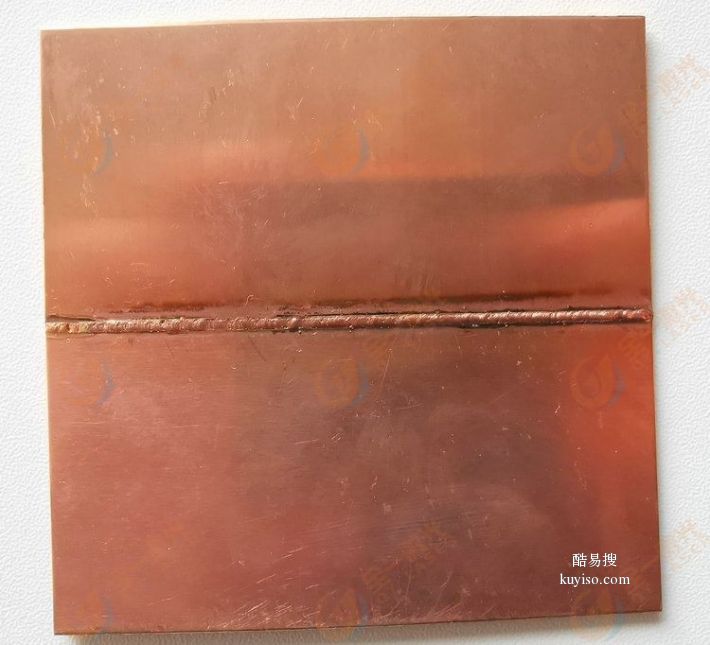
激光焊接在电子工业中,特别是微电子工业中得到了广泛的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出独特的优越性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。
在其他行业中,激光焊接也逐渐增加特别是在特种材料焊接中国内进行了许多研究,如对BT20钛合金、HEl30合金、Li-ion电池等激光焊接,德国开发出了一种用于平板玻璃的激光焊接新技术。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展最佳控制方法方面的研究,包括线性和各种非线性控制。最具代表性的是焊接过程的模糊控制、神经网络控制,以及专家系统的研究。
