价格面议2022-03-12 13:34:12
1)打包机使用空气压缩机气体,压力为0.4-0.8Mpa。在打包机工作状态下禁止用手去摸打包机动作部位以免伤手。
2)打包时先把卡扣穿在包装带上,再把包装带绕过钢管,把另一端插入卡扣内,把打包机压在打包带上,打开打包机风阀进行打包压扣。打包带厚部为1.0—1.2mm,包装带要求离端头一道100mm,二道300mm,兰杠标志应离端头400mm。
3)包装时相同规格的镀锌角钢选择同一规格的包装架。
4)包装后的镀锌角钢外表面一旦造成污染要用干净的棉沙抹干净后方可上垛。
镀锌角钢、镀锌槽钢热镀锌时助镀液配制存在的问题
助镀液的“铵锌比”或“锌铵比”的配比及应用中,缺乏科学的检测分析,仅凭经验,可以说是目前很多中小企业在这一工序存在的大问题。有很多企业在助镀液的配比中,凭经验做法基本上是铵多锌少,浸锌过程中烟雾弥漫;也有的企业采用锌多铵少的配比方法。
这种现象的存在和掌握技术的管理人员并不清楚其中原理有关,因为这些人员受文化水平所限,单凭从业多年的经验来掌控生产。这样的操作方法毕竟存在一些不太科学的做法。
事实上,除了我们熟知的以“氯化铵+氯化锌”复盐溶液作为助镀液外,还有很多的其他材料可作为镀锌角钢、镀锌槽钢热镀锌的助镀材料。
镀液采用水作为溶质,除了氯化铵、氯化锌作为溶剂以外,还有很多其他物质可作为助镀液溶剂:
无机类:
酸类:盐酸、氢氟酸、磷酸、硼酸。
盐类:氯化铵、氯化锌、氯化镁、氯化钙、氯化钾、氯化铝、硼砂、氟化钠、氟化钾、佛化铝、氟铝酸钠。
有机类:
酸类:油酸、硬脂酸、软脂酸。
胺类:苯胺、乙酸铵、乙二胺。
其他:松香、萘。
上述所列物质作为助镀溶剂,均能在不同程度上满足前述镀锌角钢、镀锌槽钢热镀锌助镀工艺要求。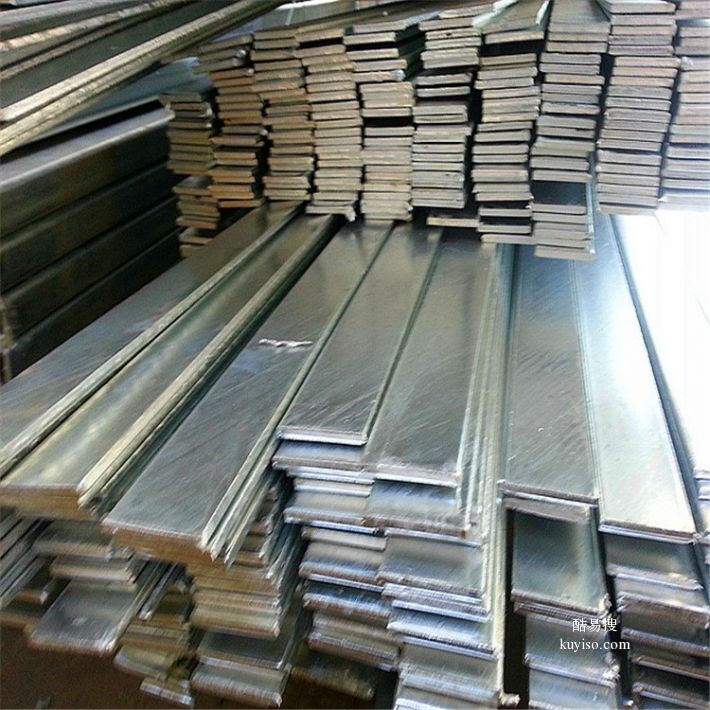
热镀锌角钢、热镀锌槽钢等清洗槽除非是长期没有更换同时也无循环水的清洗水,才要及时调整。但是调整的费用远大于更换一槽清水的成本,因此,还是更换清水为宜。
如果热镀锌角钢、热镀锌槽钢等镀锌厂家坚持将清洗水pH要调整为7,那么建议添加氨水而不建议加苛性钠,因为如此会降低助镀液的功效。理论上来讲,氨水在与含酸的水混合以后形成氯化铵,而氯化铵为助镀液组成的一部分;若角钢、槽钢、工字钢等钢铁工件附带着氯化铵进入助镀液,随着生产的持续进行,会引起氯化锌和氯化铵在助镀液中的比例变化,这对助镀液的作用会产生一定的影响。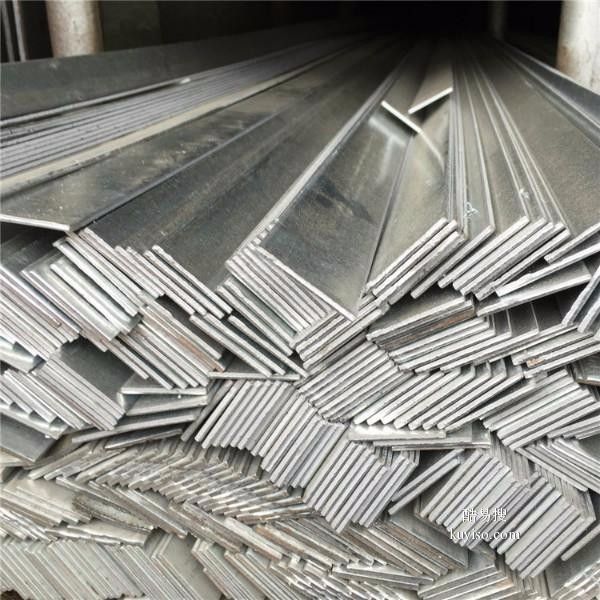
镀锌角钢、镀锌槽钢等待镀工件在浸锌过程中要进行清洗工序。 采用两个清洗槽进行两次清洗效果好。清洁的原料水,注入工序配置方向上的清洗槽中,让清水向个槽流动,工件先在个槽内清洗。
镀锌角钢、镀锌槽钢等待镀工件在浸锌过程中要进行清洗工序。造成助镀液有效成分的分解,铁离子的增加虽不会短时间内明显地减低助镀液功效,随着生产的持续.随工件带入后续的浸锌工序时,混入的铁盐就会加大锌液内的锌渣、锌灰量
