28元2023-09-11 04:04:42



对于薄壁塑件,如果使用低于40℃的模具温度,则塑件的结晶度将随着时间而变化,为了保持塑件的几何稳定性,还需要进行退火处理
PA66的熔点较高,耐热性能较好,弹性模量也更好,更适合制造耐热应变的产品,如轮胎帘子线和耐热水洗涤织物以及梭织物。
PA66塑胶原料收缩率:0.7%~2.0%,或者加了30%的玻璃纤维,为0.4%~0.7%;如果提供的温度超过60℃,制品应该为逐渐冷却;逐渐冷却可降低成型后收缩,即制品表现为更好地尺寸稳定性和小的内应力;建议采用蒸气法;尼龙制品可以通过熔液焊剂来检查应力
浇口系统 点式,潜伏式,片式和直浇口都可以;建议采用盲孔和浇口窝来断冷料头;可使用热流道;由于熔料可加工温度范围窄,热流道应提供闭环温度控制
机器停工时段 无需用其它料清洗;熔料残留在料筒内时间可达20min,此后热降解容易发生
料筒设备:标准螺杆,特殊几何尺寸有较强塑化能
PA66塑料成型后仍具有吸湿性,其程度主要取决于材料组成,壁厚和环境条件。在产品设计中,必须考虑吸湿性对几何稳定性的影响。为了改善PA66的机械性能,经常添加各种改性剂。
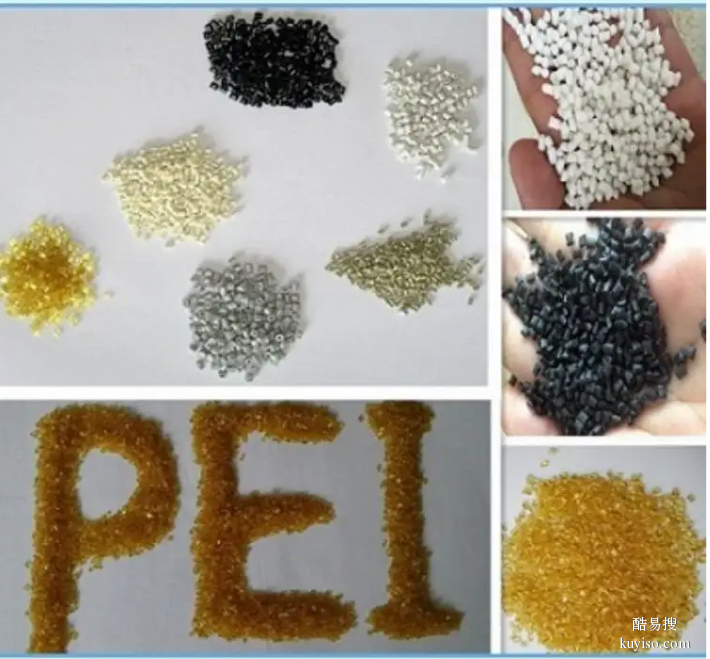
高聚物PA66压力诱导流动成型研究
采用一种新的压力诱导流动成型工艺,将传统熔融加工成型的块状塑料PA66在一定的温度下,压力诱导后像“熔体”一样流动成型。研究了压力诱导成型过程中的温度、压力以及保压时间对PA66力学性能和结构的影响,并对其成型后的结构进行了研究和表征。结果表明,这种压力诱导流动成型方法,形成了特殊的微观片状结构,大大提高了其力学性能,是简单而行之有效的加工方法。