价格面议2022-01-26 03:21:34

激光表面淬火的硬化层深度一般为0.3~1.5mm。
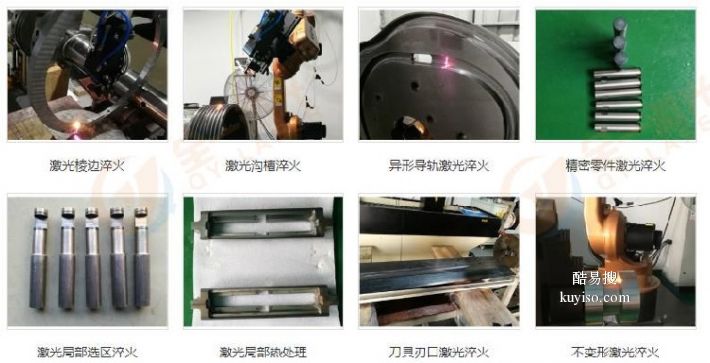
采用激光淬火齿面,其加热冷却速度很高,工艺周期短,不需要外部淬火介质.具有工件变形小,工作环境洁净,处理后不需要磨齿等精加工,且被处理齿轮尺寸不受热处理设备尺寸的限制等独特优点.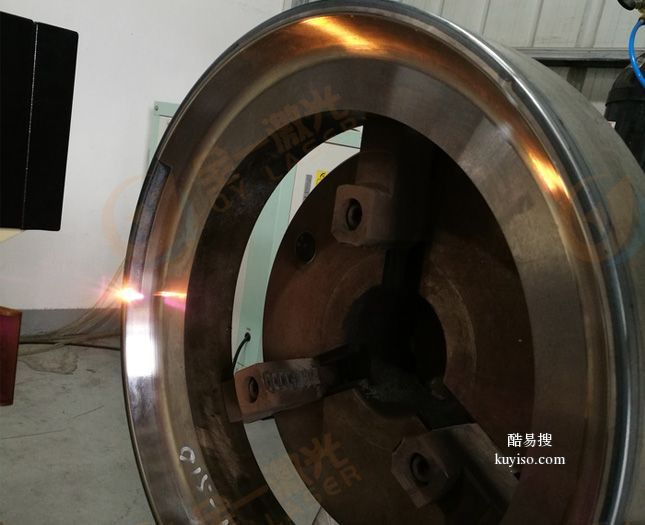
激光淬火现已成功地应用到冶金行业、机械行业、石油化工行业中易损件的表面强化,特别是在提高轧辊、导卫、齿轮、剪刃等易损件的使用寿命方面,效果显著,取得了很大的经济效益与社会效益。近年来在模具、齿轮等零部件表面强化方面也得到越来越广泛的应用。
为了使此项技术能在工业中得到广泛应用,在研制性能可靠的工业用大功率激光器的同时,必须进行齿轮激光表面处理专家系统的研制和开发,激光处理实现工艺参数的计算机自动优化、处理过程的计算机仿真模拟和实时监控,以及热处理后表面组织结构和性能的计算机预测,做到齿轮激光淬火过程的易操作性,实现复杂形状和人工智能化的表面处理.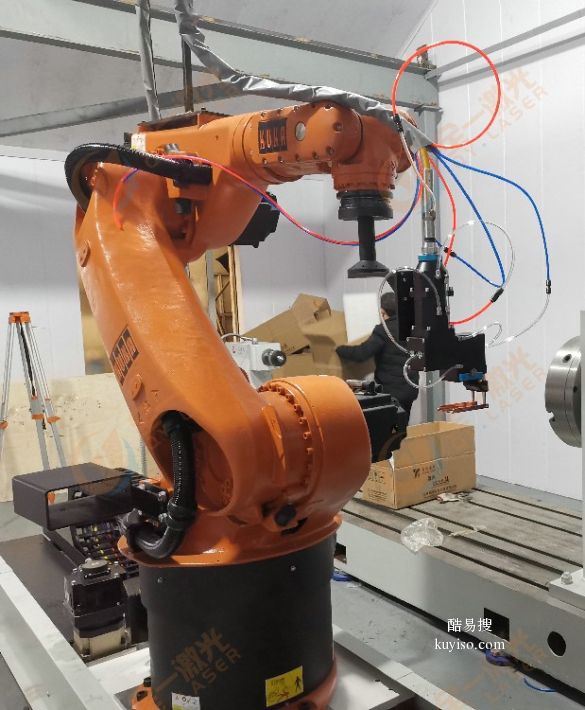
激光淬火工艺是可直接淬硬的材料如结构钢、调质钢和铸钢,以及各种不同种类的如片状石墨铸铁或球状石墨铸铁的工艺。
采用激光淬火工艺,对经过切削加工好的构件进行淬硬时产生的局部淬火变形是很小的,由此可使后续加工减少到最低程度或者完全免去这种加工,从而使模具在淬硬后可立即投入生产应用。激光束淬火设备可以扩展为激光粉末堆焊和激光焊丝堆焊。
这种淬火工艺特点是对环境友好和清洁。此外,给设计人员和生产规划人员打开了新的可能性。很多年来,证明激光淬火具有明显的经济效果。
