价格面议2022-04-24 00:05:25
外壁采用热熔结缠绕工艺底层环氧树脂、中间层胶黏剂、外层聚乙烯形成三层结构的防腐层,内壁采用热喷涂环氧粉末防腐方式,将粉末经高温加热熔结后均匀地涂敷在管体表面上,形成钢塑复合层,极大提高了涂层附着力及涂层厚度,增强了耐磕碰,耐腐蚀的能力。
聚乙烯和环氧树脂具有优良的耐腐性,但是各有千秋,聚乙烯属于热塑性物质,柔性好,耐磕碰,由于是非极性分子与钢管附着力的持久性差;环氧树脂属于极性分子,有羟基基团在一定温度下,易与钢管发生反应,附着力极强,但是由于是热固性物质,不耐磕碰。因此两种材料的组合属于目前防腐行业最佳搭配。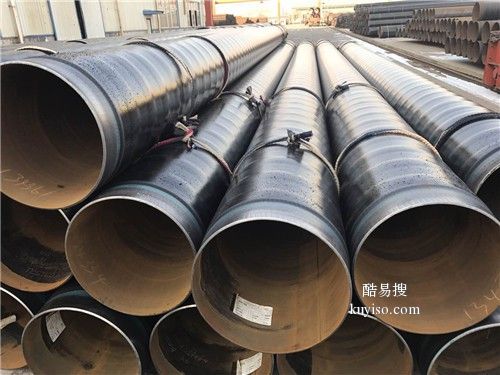
涂塑钢管行业由最早是内外聚乙烯,由于聚乙烯与钢管基体附着力不好,后来发展到内外环氧,但是外环氧层不耐磕碰,后来发展到第三代内环氧外聚乙烯,但是单层聚乙烯直接与钢管结合还是存在附着力问题,最后升级到现在的第四代防腐内热熔环氧外三层结构聚乙烯,简称TPEP防腐钢管。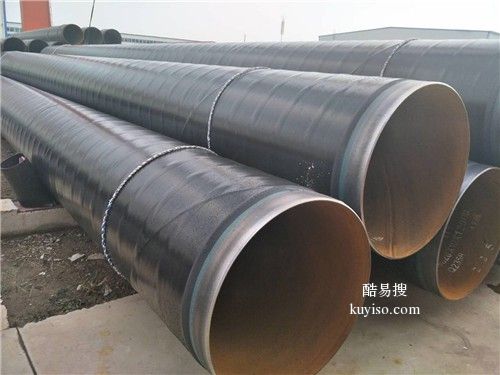
特点:1、在相同流量下所需TPEP钢管比球墨铸铁管口径小。
2、不同于其他一般钢管,它内外防腐,且对饮用水无任何危害。
3、抗水锤能力比球墨铸铁管强。
4、两种管材对基础的要求基本相同。
5、在施工方面TPEP钢管是焊接,技术要求较高。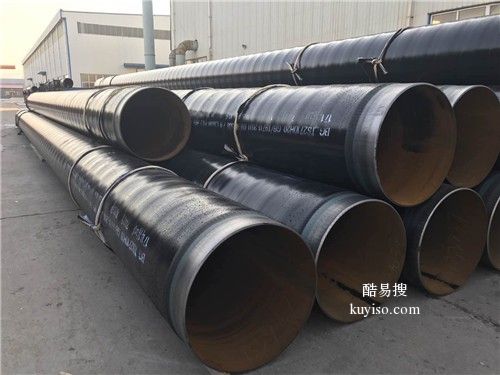
TPEP防腐管基管和涂层的复合技术,首要方法是先将基管预热,使外表温度契合塑料粉末所请求的温度要求,并以较高温度控制,再涂上塑料粉末,上粉又称散布法,详细可区分为:喷涂:用压缩空气通过喷嘴喷出塑料粉末;吸涂:将管内用真空泵构成负压,将塑料粉末吸进去;浸渍:将塑料粉末存放在容器中,将预热后的基管浸没在粉末中;滚塑:塑料粉末贮积在基管壁上,旋转翻滚基管使粉末均匀分布。因为基管外表达到了额定温度,因而塑料粉末上了管壁后,就熔融和涂敷在管壁上,构成涂层,构成防腐层。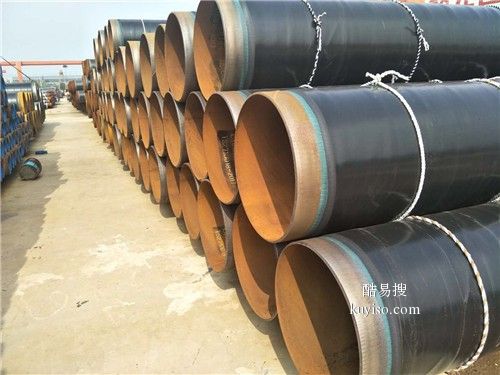
优点:
1) 结合钢管的机械强度和塑料的耐蚀性于一体,外壁3PE涂层厚度2.5-4mm。
2)内壁摩阻系数小,输送同等流量可以降低一个口径级别
3)内壁达到国家卫生标准,光滑不易结垢,具有自清洁功能。
4)是涂塑钢管的第四代防腐产品,防腐性能强,自动化程度高,综合成本低。
应用范围:
产品广泛应用于石油、天然气输送;供热、供水、排水管道、桥梁、高层建筑基础打桩等工程。
管道工程
(1)土方开挖
采用1.0㎥反铲挖掘机根据管径不同开挖不同宽度的沟槽,单侧抛土方,石方开挖采用风钻钻孔,爆破施工。给水管道一般直接铺设在未经扰动的天然基土上,管身下方需铺设200㎜或150mm中砂垫层。砂基角度为90°。如遇软土地基,应及时通知设计单位并另做地基处理。
沟槽开挖时应做好场地和沟槽排水工作,雨季应昼夜排水,严防沟槽内积水;管沟底要求原状土,且在施工排水过程中未受扰动;机械挖土时不准超挖,要求人工清底;沟槽严禁晾槽,不应泡水。
管道安装施工工艺流程:
TPEP管道
清理——对口——氩弧焊打底——手工电弧焊——超声波检测——内连接涂层修补——外连接涂层修补——质量检验
1、清理:焊接吊运前,将管端保护器取下,将管端压敏胶带去掉,检查内外焊接预留修补处锈蚀程度,达不到防腐要求时,预先处理,减少内壁焊接后处理的工作量。
2、对口:利用工装将两支钢管端口对齐,防止焊接后错边。
3、氩弧焊打底:根据不同的焊接母材,选取焊丝牌号,进行氩弧焊打底。
4、手工电弧焊:根据不同的焊接母材,选取不同牌号的焊条进行填充补焊,每次填充厚度为3mm,进行多遍焊接。
内连接涂层修补:有两种方式,一种是人工刷涂,另一种是机械喷涂。第一种冬天施工固化时间长,需要施工时间长,人工操作麻烦等原因,建议采用第二种方式。
主要设备:角磨机(配钢丝轮)、专用喷涂设备、压缩空气机(>0.3MPa)、运载小车、干毛刷(2~5个)、2KW加热电炉、接触式测温表。
主要材料:专用修补剂(A、B组分)、喷枪清洗剂、喷涂设备清洗剂。
外连接涂层修补:
主要设备:角磨机(配钢丝轮)、干毛刷(2~5个)、专用烘烤枪、辊轮、电热灯泡、接触式测温表等。
主要材料:专用双组分底漆、稀料、热收缩套、固定片、液化气或压缩天然气罐等。
质量检验:检验合格后覆土填埋。
