价格面议2022-04-21 00:07:25
主要有:静电喷涂法、热喷涂法、抽吸法、流化床法、滚涂法等。管道内涂敷一般采用摩擦静电喷涂法、抽吸法或热喷涂法;这几种喷涂方法都有一个共同特点,即喷涂之前需要将工件预热到某一温度,使粉末一接触即熔化,余热应该能使涂膜继续流动,进一步流平覆盖整个钢管表面,特别是在钢管表面的凹陷处,以及焊缝两侧,熔融的涂料流入填平,使涂层与钢管紧密结合,最大限度减少孔隙,并在规定时间内固化,最后用水冷却终止固化过程。
2PE/3PE防腐和单层PE防腐
一、3PE防腐
管道三层PE防腐结构:第一层环氧粉末(FBE>100um),第二层胶粘剂(AD)170~250um,第三层聚乙烯(PE)2.5~3.7mm。三种材料融为一体,并与钢管牢固结合形成优良的防腐层。
管径范围Φ60~Φ1420
二、2PE防腐钢管
管道二层PE防腐结构,第一层胶粘剂(AD),第二层聚乙烯(PE),二种材料融为一体,各层厚度同三层PE相同
标准:SY/T0413-2002 埋地钢制管道聚乙烯防腐层技术标准
GB/T23257-2009 埋地钢制管道聚乙烯防腐层技术标准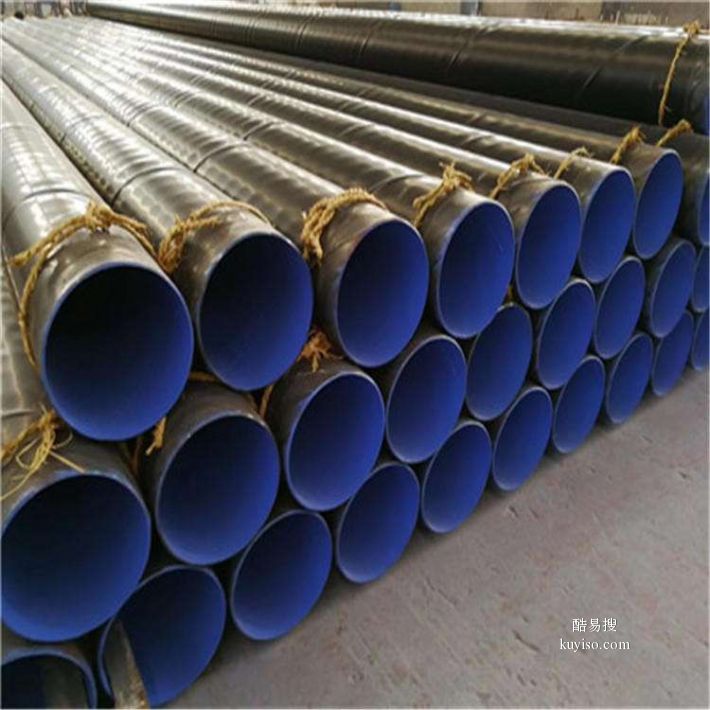
单PE防腐钢管
单层聚乙烯与三层聚乙烯的比较
单层PE防腐钢管是采用淋涂工艺(又称幕帘法),将中频加热后的钢管进行旋转,钢管顶层是装有聚乙烯粉末的容器,通过淋涂撒在钢管外壁表面形成聚乙烯涂层。执行标准CJ/T120-2008给水涂塑复合钢管。
环氧粉末一直是采用静电喷涂工艺涂敷。由于环氧粉末浸塑工艺受附着力问题困扰,环氧粉末的浸塑始终没能推广。当前来随着三椰环氧粉末浸塑专用磷化液开发成功,首次攻克了环氧粉末浸塑工艺的附着力难题,开始出现环氧粉末的浸塑这一新兴工艺。
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。
