价格面议2022-07-03 00:09:34
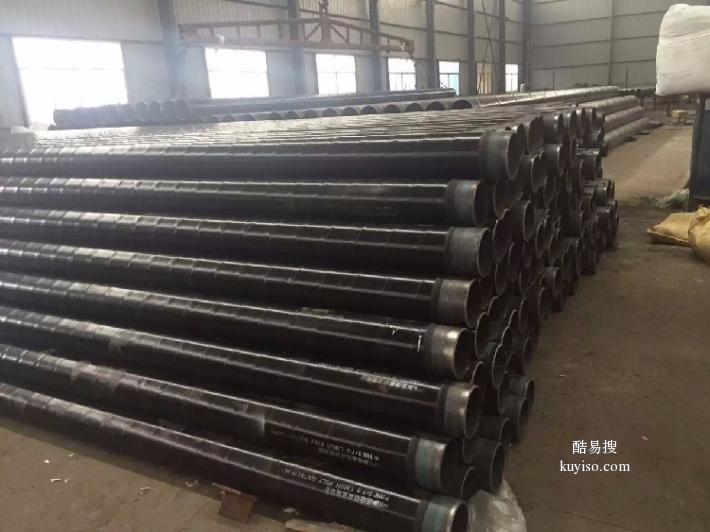
FBE环氧粉末防腐执行SY/T0315—2005《钢质管道单层熔结环氧粉末外涂层技术规范》
2PE/3PE防腐执行GB/T23257-2009《埋地钢质管道聚乙烯外涂层技术标准》
防腐表层除锈标准:钢管外表面喷砂除锈按GB/T8923-2008要求达Sa2 1/2级,钢管表面的锚纹深度在40-100μm。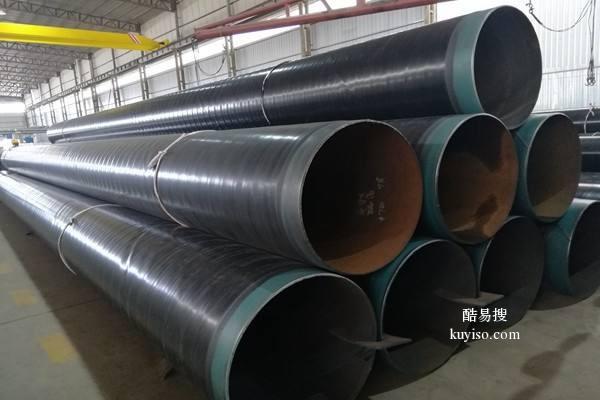
轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。
