类型 三辊卷板机 品牌 万达牌 型号 W11-6X2000
主电机功率 5.5(kw) 外形尺寸 3820x1060X1500(mm) 卷板**厚度 6(mm)
卷板**宽度 2000(mm) 卷板速度 7.16(m/min) 下辊直径 160(mm)
满载卷制*小直径 380(mm) 动力类型 电动 控制形式 人工
布局形式 卧式 作用对象材质 金属 适用行业 通用
产品类型 全新 是否库存 是 售后服务 保修一年,终生维护
W11-16X2200:该机结构为三棍对称式,上编在两下辗中间对称位置做垂直升降运 动,通过丝杆丝母蜗杆转动而获得,两下辂旋转,通过减速机的输 出齿轮与下齿轮啮合,为卷制板材提供扭矩。上编可分离取料电动 升降起辗,可安装靠轮卷制锥体、角铁、槽钢等异型钢材。
对称式三辊卷板机
对称式三辊卷板机,在两个下辊2的中间对称位置上有一个上辊1,上辊是被动的,能在垂直方向作上下调节,对板料3施加压力,以得到不同的弯曲程度。下辊2星水平分布,安装在固定的轴承内,由电动机通过齿轮减速器作同方向、同速转动。工作时板料置于上、下辊之间,上辊下压,下辊旋转,在压力和摩擦力作用下,板料发生连续三点的均匀弯曲,从而完成滚弯成形。板料的弯曲半径由上辊的下压量来决定,下压量越大,弯曲半径越小;反之,弯曲半径越大
四辊卷板机
四辊卷板机与不对称式三辊卷板机基本相似,只是在另一侧增加了一个侧辊3,板料弯曲分别由两侧辊3担任,因而两端的剩余直边很小,不需要预弯和调头滚弯,可直接完成整个滚弯过程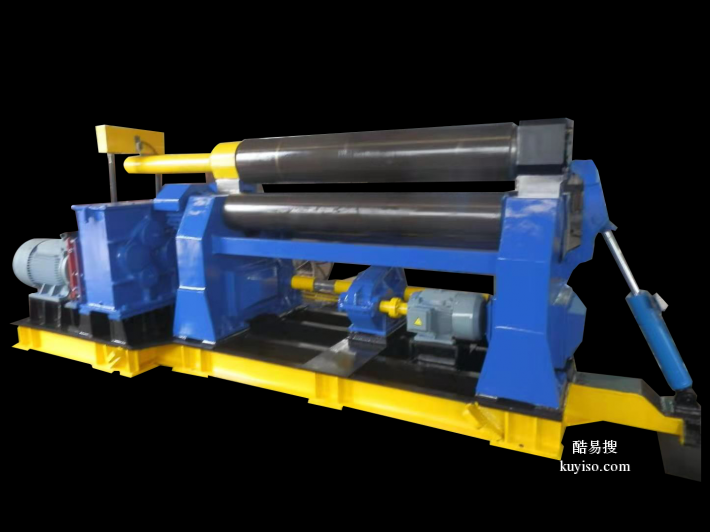
近几年来,我国生产的万能卷板机数不胜数,其卷制工艺也越来越精湛。随着液压卷板机生产技术不断进步,国产原件的精度、性能已达到较高的水平。
下面来了解下万能卷板机的卷制工艺过程,大致分为四部:
1、 预弯,卷板时平板两端各有一段长度由于接触不到上辊而不发生弯曲,称为剩余直边,工艺上将平板开始弯曲的小力臂叫做理论剩余直边,其大小与设备机构及其弯曲形式有关。
2、 对中,对中的目的是使工件母线与滚筒轴平行,防止生产扭斜。
3、 卷圆,卷圆是产品成形的主过程,分一次进给与多次进给两种,卷制厚板常用多次进给。进给次数取决于工艺限制条件及其设备限制条件,冷卷回弹量显著时,须加一定的过卷量。
4、 矫圆,矫圆的目的是尽可能使整圆曲率均匀一致,保证产品质量。一般矫圆工序分三个工步:
根据经验或计算将工作辊调到所需的大矫正曲率的位置。
将滚筒在矫正曲率下滚卷1~2圈,使整卷橘绿云云一致。
逐渐卸载荷载,使工件逐渐减少的矫正载荷下多次滚卷。
总结下来,万能卷板机采用上辊升降液压传动和水平移动,由下辊驱动,电气集中控制操作系统,能一次上料完成对板材两端的预弯及卷制筒形、弧形工件的工作,还可以对金属板料进行一定的整形校平,有直接预弯、省事、省料之功效,配置NC系统控制,提高自动化程度。
卷板机安全操作规程:
1、卷板机必须有专人负责管理。
2、操作人员必须熟悉卷板机的结构性能和使用方法,经负责管理人员同意后,方可进行操作。
3、开机前要仔细检查安全装置是否完好。
4、操作时,严禁手、脚放在滚轴和传动部件及工件上。
5、工作中断后,应将离合器打至空档。
6、多人协同作业必须要有专人指挥。
7、严禁超负荷工作。
8、上辊的升降翻转轴承的倾倒复位及上辊的平衡,须在主传动停机后进行。
9、工作场地禁止乱堆工件及杂物,做到时刻保持机床及场地清洁。
10、作业完毕,应切断电源,并锁好电源箱。
