价格面议2022-03-15 06:30:47
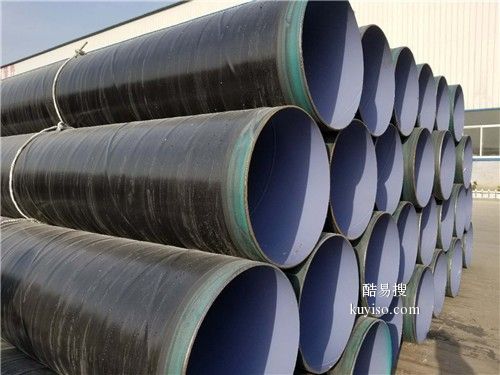
TPEP管道
清理——对口——氩弧焊打底——手工电弧焊——超声波检测——内连接涂层修补——外连接涂层修补——质量检验
1、清理:焊接吊运前,将管端保护器取下,将管端压敏胶带去掉,检查内外焊接预留修补处锈蚀程度,达不到防腐要求时,预先处理,减少内壁焊接后处理的工作量。
2、对口:利用工装将两支钢管端口对齐,防止焊接后错边。
3、氩弧焊打底:根据不同的焊接母材,选取焊丝牌号,进行氩弧焊打底。
4、手工电弧焊:根据不同的焊接母材,选取不同牌号的焊条进行填充补焊,每次填充厚度为3mm,进行多遍焊接。
轴向剪切强度:≥0.12MPa(23±2℃)
连续运行温度:140℃ Max
峰值运行温度:150℃ Max
使用寿命:≥30年(保温层及外护层,工作钢管的使用寿命与水质有关)
管端净区长度:200mm
管径范围:DN20-DN1200
工作钢管执行标准:DN150及以下管径采用无缝钢管,执行标准GB/T8163-1999。 DN200及以上管径采用螺旋焊管,执行标准SY/T5037-2000或GB/T9711.1
