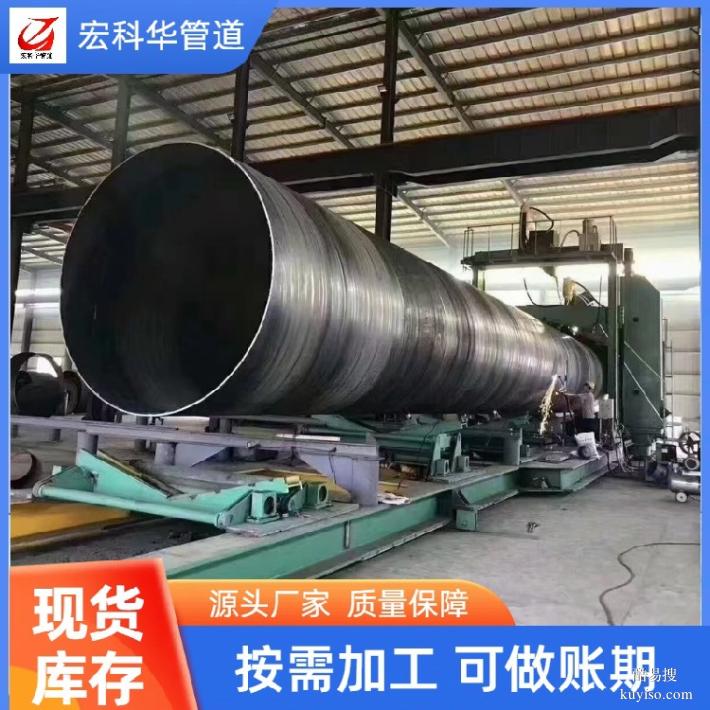
大口径螺旋钢管生产流程如下:(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。(2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。(3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。(4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。(5)采用外控或内控辊式成型。(6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。(7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。(8)焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。(9)采用空气等离子切割机将钢管切成单根。(10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。(11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。(12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。(13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录。(14)管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。

我公司专业研究和生产法兰钢管连接广泛应用于各种环境下的长距离供排水、排沙、输泥、疏浚、吹填等系列水利工程。疏浚行业业内专家普遍认为螺旋管材是长距离输水和固液混合体输送工程的佳管材。沧州龙都管业生产的排沙输泥管道产品已被国内上百家客户使用,并远销日本、马来西亚、加拿大、南非、澳大利亚、印度、俄罗斯等国家。主要应用于疏浚工程:江、河、湖、港口、码头等清淤工程输送泥沙。法兰连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。法兰分螺纹连接(丝接)法兰和焊接法兰。低压小直径有丝接法兰,高压和低压大直径都是使用焊接法兰,不同压力的法兰盘的厚度和连接螺栓直径和数量是不同的。根据压力的不同等级,法兰垫也有不同材料,从低压石棉垫、高压石棉垫到金属垫都有。
沧州龙都管道有限公司主要生产:螺旋钢管、螺旋焊管、双面埋弧焊螺旋钢管,螺旋缝埋弧焊螺旋钢管大口径螺旋钢管、厚壁螺旋钢管、双面埋弧焊螺旋钢管、防腐钢管、保温钢管、螺旋管、螺旋焊管等产品。公司始建于2003年,占地200余万亩,总投资2.5亿元;2006年投资3.1亿元,兴建新厂区,占地500亩。二厂和德国合资,并引进了西德JCOE设备一套,在此基础上又自行研发了3套9条双面埋弧焊生产线,的设备获5项国家。至2007年底,公司年产量超60万吨。螺旋焊缝钢管 螺旋缝埋弧焊钢管
公司各种检测设备齐全,可生产直径325mm-1220mm、壁厚7mm-50mm双面埋弧直缝焊钢管。螺旋焊缝钢管 螺旋缝埋弧焊钢管
另外我公司自主创新,研制成功一条大口径热缩径热轧无缝化生产线,可用于电厂、水处理、中央空调、石油和中低压可燃性流体的输送管道、石油套管以及建设结构用管。螺旋焊缝钢管 螺旋缝埋弧焊钢管
生产:大口径厚壁直缝双面埋弧焊钢管(JOCE)螺旋钢管 螺旋焊管 大口径螺旋钢管 螺旋管
规格:Φ325-Φ1220,壁厚7-80(年生产能力60万吨)
执行标准:GB/T3091-2001、GB/T9711.1-1997、API。

沧州龙都管道有限公司生产大口径螺旋钢管 螺旋焊管发展历史 钢管生产方法 螺旋钢管材质 螺旋钢管用途 螺旋焊管的出现为整个行业带来了翻天覆地的变化。 我国制造螺旋焊管已有多年的历史,螺旋焊管出现于1888年,1960年出现双面焊接后其焊缝质量大为提高。就螺旋焊钢管机组主要用于生产钢管外径219~1220mm,壁厚为5~16mm,长度为6-35m输送管道用钢管,管桩和和某些机械结构用管。现在国内生产的螺旋焊钢管规格外径已经可以达到3620mm。 我国制造螺旋钢管多以口径1.8米以下居多,绝大多数为1220以下管径,国内个别厂家可达到2500mm,极少数厂家可达3200mm,以往在搜索引擎中找不到大口径究竟有多大, 沧州龙都管道有限公司生产的螺旋焊管大直径可达3620mm,从此,创下了国内大口径螺旋焊管大口径3620mm的记录。如今,在搜索引擎中到处宣传的大口径都是3620mm。
生产方法:大口径螺旋焊管(双面埋弧螺旋焊管)是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.(1)原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。 (2)带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。 (3)成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。 (4)采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。 (5)采用外控或内控辊式成型。每批钢管头三根要进行严格的shou检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。 (6)采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。 (7)内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。 (9)采用空气等离子切割机将钢管切成单根。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷。 (10)切成单根钢管后,每批钢管头三根要进行严格的shou检制度,检查焊缝的化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格。 (11)焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除。 (12)带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查。 (13)每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。
材质:Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb. Q345 L245 L290 X42 X46 X70 X80
用途:自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设;作液体输送用:给水、排水 ;作气体输送用:煤气、蒸气、液化石油气;作结构用:作打桩管(桩用螺旋钢管)、作桥梁、钢结构; 码头、道路、建筑结构用管等;螺旋管将热轧带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋管。由于以下原因它能广泛地应用于大直径螺旋管的生产中: 1)只要改变成形角度,就可以用同一宽度的带钢生产各种口径的螺旋管; 2)因为是连续弯曲成形,所以螺旋管的定尺长度不受限制; 3)焊缝螺旋形均匀分布在整个螺旋管圆周上,所以螺旋管的尺寸精度高,强度也较高; 4)易于变更尺寸,适合于小批量、多品种螺旋管的生产。
螺旋钢管与市场上现有的其他钢管相比,螺旋钢管具有承受高压的能力。在相同的压力条件下,螺旋焊缝的应力要比直焊缝低,约为直焊管的75%至90%。螺旋管用于许多不同的目的。它们在许多情况下用作电弧焊管,高频或低频电阻焊管,气焊管,熔炉焊管或邦迪管。

螺旋钢管常用分类方法
螺旋钢管常用的分类方法有两种:一是以几何形状分类,根据横肋的截面形状及肋的间距不同进行分类或分型,标准将螺纹钢分为Ⅰ型、Ⅱ型。这种分类方式主要反应螺纹钢的握紧性能。二是以性能分类(级),例如我国标准(GB1499)中,按强度级别(屈服点/抗拉强度)将螺纹钢分为3个等级;按综合性能将螺纹钢分为5个种类;规定了螺纹钢性能试验的若干等级。此外还可按用途对螺纹钢进行分类,如分为钢筋混凝土用普通钢筋及予应力钢筋混凝土用热处理钢筋等。
螺旋钢管质量检测
螺旋钢管在出厂之前应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。直缝钢管的质量检测方法如下:
1、从表面上判断,也就是在外观检验。焊接接头的外观检验是一种手续简便而又应用广泛的检验方法,是成品检验的一个重要内容,主要是发现焊缝表面的缺陷和尺寸上的偏差。一般通过肉眼观察,借助标准样板、量规和放大镜等工具进行检验。若焊缝表面出现缺陷,焊缝内部便有存在缺陷的可能。
2、物理方法的检验:物理的检验方法是利用一些物理现象进行测定或检验的方法。材料或工件内部缺陷情况的检查,一般都是采用无损探伤的方法。无损探伤有超声波探伤、射线探伤、渗透探伤、磁力探伤等。
3、受压容器的强度检验:受压容器,除进行密封性试验外,还要进行强度试验。常见有水压试验和气压试验两种。它们都能检验在压力下工作的容器和管道的焊缝致密性。气压试验比水压试验更为灵敏和速,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用。但试验的危险性比水压试验大。进行试验时,必须遵守相应的安全技术措施,以防试验过程中发生事故。
4、致密性检验:储存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。致密性检验方法有:煤油试验、载水试验、水冲试验等。
5、静水试验 每根钢管应做静水压试验而无渗漏现象,试验压力按下试计算 P=2ST/D 式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60%选取。 稳压时间:D<508试验压力保持时间不少于5秒; D≥508试验压力保持时间不少于10秒 4 无损检测 钢管的补焊焊缝、钢带对头焊缝及环向缝应进行X射线或超声波检验。对于可燃普通流体输送用的钢向的螺旋焊缝应进行SX射线或超声波检验,对用于水、污水、空气、采暖蒸汽等普通流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查(20%)。
根据螺旋钢管质量检验结果,通常将螺旋钢管分为三类:合格品、返修品和废品。合格品指外观质量和内在质量符合有关标准或交货验收技术条件的螺旋钢管;返修品指外观质量和内在质量不完全符合标准和验收条体,但允许返修,返修后能达到标准和验收条件的螺旋钢管;废品指外观质量和内在质量不合格,不允许返修或返修后仍达不到标准和验收条件的螺旋钢管。
废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前好抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。


1、为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2、确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3、该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。
查看详情>
关键词:制作螺旋钢管,密云螺旋钢管,便宜螺旋钢管,生产螺旋钢管