微控数控系统620TA、630TA产品参数:
路径数:2路
控制轴数
zui大控制轴数:10个(合计), 每个路径zui多6个
zui大控制主轴数:4个(合计), 每个路径zui多3个
总线
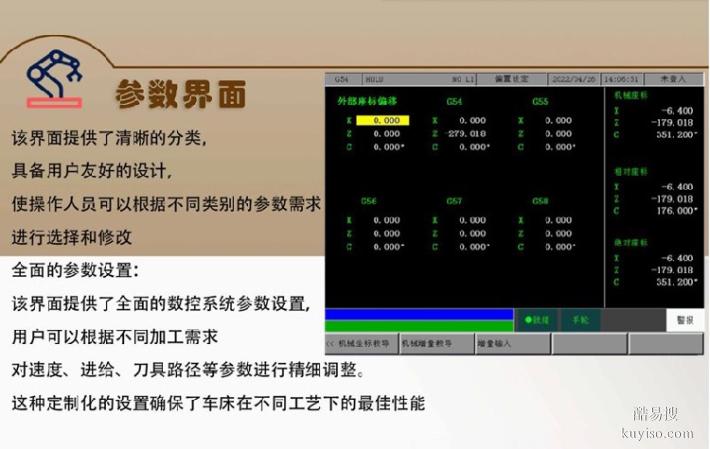
坐标值(系)及尺寸
工件坐标系、局部坐标系、机床坐标系、工件坐标系1~6(G54~G59),附加工件坐标系
坐标平面选择
/增量编程、极坐标、英制/公制转换、直线轴/回转轴
路径控制功能
支持2路径控制,支持等待M代码
支持路径间*干涉检查
支持基于程序指令的同步/混合/重叠控制
支持均衡切削
支持路径间单程序段程序检测及路径间公共存储器
支持路径间主轴控制
准备功能
含70个G指令,包括快速定位、直线插补、圆弧插补(螺旋插补)、螺纹切削、极坐标插补、刚性攻丝、暂停、*补偿、工件坐标系、局部坐标系、宏程序调用、跳转、循环指令等
进给功能
zui高速度:240 m/min(μ级)、100 m/min(0.1μ级)
快速倍率:F0、25%、50%、*共四级修调
进给倍率:0~150%共十六级修调
快速移动/切削进给加减速:直线式,加减速的起始速度、终止速度和加减速时间由参数设定
支持前加减速控制,段间平滑过渡

数控系统主轴转速:可由S代码或PLC信号给定,转速范围0rpm~20000rpm
主轴倍率:50%~150%共11级修调
主轴恒线速控制
Cs轴控制
主机可直连2个主轴编码器反馈,直连的主轴编码器线数可设定(100p/r~10000p/r)
螺纹切削
螺纹类型:等螺距直螺纹/锥螺纹/端面螺纹,变螺距直螺纹/锥螺纹/端面螺纹,连续多段螺纹
螺纹头数:1~99头
螺纹螺距:0.01mm~500mm(公制螺纹)
螺纹切削加减速:直线型
螺纹退尾:退尾长度、角度和速度特性可设定

数控系统可以根据控制方式分为点位控制、直线控制、轮廓控制等。这样更好的使用数控系统控制设备
2.1 点位控制,点位控制主要用于钻孔、铣削等点位加工任务,系统只控制刀具到达指定位置。
2.2 直线控制,直线控制主要用于直线切削,系统控制刀具沿直线路径移动。
2.3 轮廓控制,轮廓控制主要用于曲线、曲面加工,系统控制刀具沿复杂路径移动。
1.编程功能 CNC系统具有强大的编程功能,可以编写各种加工程序,实现自动化加工。2.编程语言包括G代码、M代码等。 3.刀具管理功能 CNC系统可以管理多种刀具,实现自动换刀、刀具寿命管理等功能。4. 加工参数设置功能 CNC系统可以设置各种加工参数,如切削速度、进给速度、切削深度等,以适应不同的加工需求。 5.误差补偿功能 CNC系统具有误差补偿功能,可以自动修正机床的加工误差,提高加工精度。 6.自诊断功能 CNC系统具有自诊断功能,可以实时检测机床的运行状态,发现故障并报警。7. 通信功能 CNC系统具有通信功能,可以与其他设备(如计算机、机器人等)进行数据交换,实现协同工作。 8.人机交互功能 CNC系统具有人机交互功能,操作者可以通过图形界面、触摸屏等方式与系统进行交互,实现操作的便捷性。 9.仿真功能 CNC系统具有仿真功能,可以在计算机上模拟加工过程,预测加工效果,避免实际加工中的错误。 10.多任务处理功能 CNC系统具有多任务处理功能,可以同时控制多个机床进行加工,提高生产效率。11. 远程控制功能 CNC系统具有远程控制功能,操作者可以在远程通过网络对机床进行控制,实现远程加工。

CNC系统的发展趋势
高度集成化
随着电子技术的发展,CNC系统将更加集成化,实现更小的体积、更高的性能。
智能化
CNC系统将更加智能化,具有自适应控制、自学习等功能,提高加工效率和精度。

相比于单通道数控系统的多机床分工序加工方式,多通道数控系统控制的机床具有多工序复合加工的优势,可有效缩短了产品加工时间,提高了产品加工精度,大大提高生产效率,因此需求日益增大。多通道数控系统在使用前应检查CNC装置内的各个印刷线路板是否紧固,各个插头有无松动。 检查CNC装置与外界之间的全部连接电缆是否按随机提供的连接手册的规定,正确而可靠地连接。 交流输入电源的连接是否符合CNC装置规定的要求。 确认CNC装置内的各种硬件设定是否符合CNC装置的要求。 只有经过上述检查,CNC装置才能投入通电运行。


1、为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2、确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3、该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。
查看详情>
关键词:数控系统,数控系统,肇庆数控系统,数控系统价格














