在LC-25数控车床的基础上安装Y轴侧3动力头实现 6-8排刀3侧铁的车铣复合功能,广泛应用于侧边需要打孔、攻丝、铣槽等工件加工,由于一次装夹完成克服了二次装夹误差,同时由于加工工序合并加工时间增长所以更适用于一人管多机,节省人工,提高了自动化和加工精度。适用于35mm 以内棒料和 100mm 以内的粒料加工
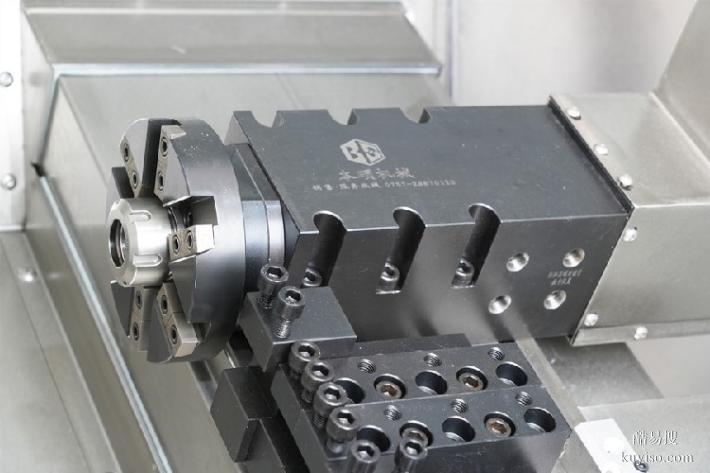
数控排刀机整体铸件重量足支持棒料加工时抗震动提高精度和光洁度,关键部件采用台湾等高品质耐磨配置,主轴安装全部动平衡处理,采用微控自主开发总线数控系统整套电控使机电配合发挥最佳效率,采用整体重型底座,重量足,支持高速移动

平床身排刀机和斜床身排刀机的区别主要体现在床身的倾斜角度和加工方式上。
平床身排刀机的床身是水平放置的,刀具在水平方向上移动进行加工,主要用于加工平面和轮廓的零件。斜床身排刀机的床身有一个倾斜角度,刀具在倾斜方向上移动进行加工,可以实现倾斜面的加工,适用于一些倾斜面和复杂曲面的加工。因此,斜床身排刀机的加工范围更广,加工效率更高,但是相对来说成本也更高一些。
总的来说,选择平床身排刀机还是斜床身排刀机取决于加工零件的要求和个人预算。

数控排刀机对刀的步骤如下:
1. 首先,将排刀机的刀具放置在刀架上,并确保刀具牢固固定。
2. 打开数控排刀机的控制面板,进入刀具对刀程序界面。
3. 在程序界面中选择对刀功能,并按照提示操作,将刀具移动到对刀传感器附近。
4. 调整对刀传感器的位置,使其与刀具头部接触并测量刀具的长度。
5. 根据测量结果,调整刀具在刀架上的位置,使其与对刀传感器测量的值相等。
6. 确定刀具位置正确无误后,保存对刀参数并退出对刀程序。
7. 最后,进行实际加工前的试切,检查刀具位置是否准确,如有偏差需重新对刀调整。
通过以上步骤,可以准确对刀数控排刀机,确保刀具位置准确,使加工过程顺利进行。

什么是数控车床的伺服系统?
数控车床的伺服系统是数控车床的重要组成部分,主要用于实现数控车床的进给伺服控制和主轴伺服控制。伺服系统以机床运动部件的位置和速度作为控制量,将数控装置的指令信息转换为机床执行部件的直线位移或角位移运动,实现加工顺序中所规定的操作。伺服系统性能的好坏直接影响数控车床的精度、稳定性、可靠性和加工效率等技术指标。

数控车床发生碰撞有哪些主要原因?
1、刀具的直径和长度输入错误;
2.工件尺寸等相关几何尺寸输入不正确,工件初始位置定位不正确;
3.数控车床的工件坐标系设置不正确,或者在加工过程中机床零点复位,导致变化。大多数机床碰撞发生在机床快速运动的过程中,此时的碰撞是有害的,应该避免。


1、为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2、确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3、该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。
查看详情>
关键词:数控排刀机品牌,排刀机数控车,排刀数控开料机,数控排刀机价格
















