4000元2023-03-18 20:10:09
加工焊接:焊接之前应除掉有害于焊接的锈、油、水份、油漆等,选定适合钢种的焊条。点焊时间距比碳钢点焊间距短,除掉焊渣时应使用不锈钢管刷。焊完以后,为了防止局部腐蚀或强度下降,应对表面进行研磨处理或清洗。
切断以及冲压:由于不锈钢比一般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,采用等离子或激光切断,当不得不采用气割或电弧切断时,对热影响区进行研磨以及必要进行热处理。
加工折弯:簿板可以折弯到180,但为了减少弯面的裂纹同半径大小2倍板厚的,厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面研磨。
今天给大家讲一下工字钢的孔型设计是怎样的,好好记住,没准以后会用到呢。
工字钢的规格是用腰宽的厘米值来表示的,如10号,其腰宽为10cm。其种类有热轧普通型、轻型和宽平行腿(H型钢)。我国热轧普通钢的腰宽为100~630mm,表示为No.10~No.63,腿内侧壁斜度为1:6。
轧制工字钢的孔型系统有直轧孔型系统、斜轧孔型系统和混合孔型系统。此外,还可以采用特殊轧法。
(1)直轧孔型系统。直轧孔型系统是指其孔型的两个开口腿同时处于轧辊轴线的同一侧,腰与轧辊轴线平行的孔型系统。
其优点是轧辊轴向力小,轴向窜动小,不需工作斜面,孔型占用辊身长度小,在辊身长度一定的条件下可多配孔型。
(2)斜轧孔型系统。这种孔型系统是指其孔型的两个开口腿不同时处于腰部的同一侧,腰与水平轴线有一夹角。
(3)混合孔型系统。根据轧机和产品的特点,为充分发挥各自系统的优点,克服缺点,往往采用混合孔型系统,即两种以上系统的组合。如成品孔和成品前孔采用直腿斜轧孔型系统,其他孔型采用弯腿斜轧系统;或者粗轧孔采用直轧系统,最后3~4个精轧孔采用直腿斜扎孔等。
(4)特殊轧法。由于某种原因采用通常的轧制方法难以轧出要求的工字钢时,可采用特殊轧法,充分利用不均匀变形和孔型设计的技巧。例如,当钢坯断面较窄而要求轧制较宽时,可采用波浪式轧法;又如当坯料较宽而要求轧制较小号时,可采用负宽展轧制等。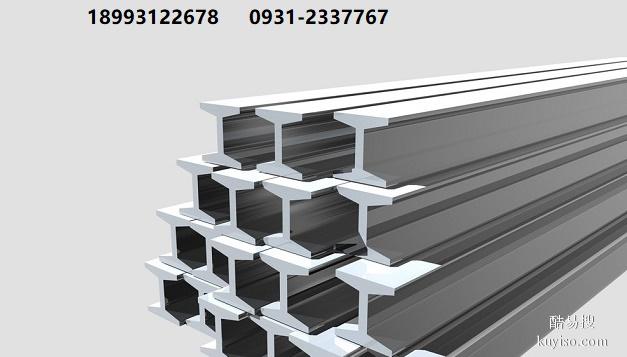
工字钢也称钢梁,是型钢的一种,截面为工字形的长条钢材。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如“工160*88*6”,即表示腰高为160毫米,腿宽为88毫米,腰厚为6毫米的工字钢。
工字钢分普通工字钢和轻型工字钢,热轧普通工字钢的规格为10-63#。经供需双方协议供应的热轧普通工字钢规格为12-55#。工字钢的规格腰高的厘米数,如工16#。腰高相同的工字钢,如有几种不同的腿宽和腰厚,加abc予以区别,如32a集钢材销售,仓储物流为一体,位于国际遵循“为客户创造大化”经营理念,以“互惠互利,共创双赢”为发展目标,真诚期待与您“友”好协作,财富共“储”!
