价格面议2022-04-01 00:03:35
在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。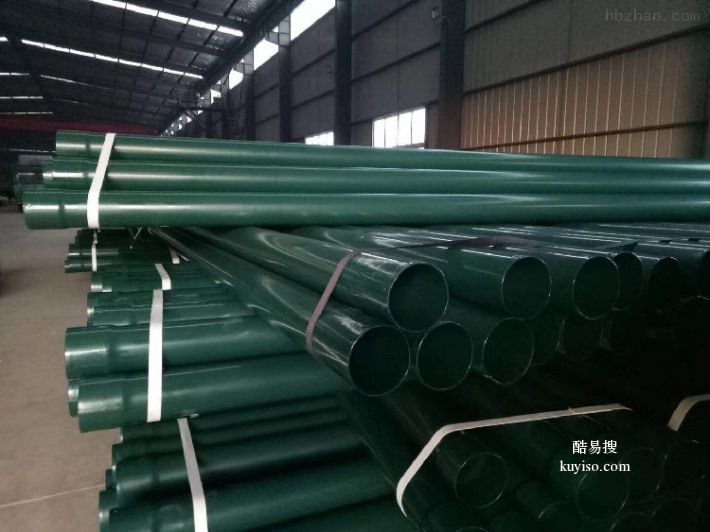
管段试件尺寸长度约为100mm,管段两端裸露处应进行相应的防腐处理,将管段放置在(70±2)℃的蒸馏水中浸泡30d,试验后取出自然冷却至常温,检查试件内涂层,试验结果应符合5.15的规定。
钢带增强钢塑复合管的生产工艺比较复杂。钢带不同于铝带,它几乎没有柔韧性,所以,钢带的成型工艺要求非常高。其次,钢带通常也比铝带较厚,不能采用搭接焊工艺焊接,只能采用精度要求极高的对接焊工艺。最后,即使将钢带加工成完全符合要求的钢管,采用什么样的工艺才能让钢带与PE完美结合,又成为钢塑复合管制造的又一难题。国家建设部在2003推出了CJ/T183-2003《钢塑复合压力管标准》(2008年再次修订为CJ/T183-2008标准)。
