娄底
我的
南京从事注塑模具 嘉兴塑料模具厂
价格面议
2022-01-21 11:26:29
分享
举报
公司名称:
嘉兴晗晴电子有限公司
服务内容:
注塑模具
服务范围:
湖南,娄底,涟源
联系人:
袁杰
联系电话:
13456317022
(浙江嘉兴)
查看联系方式
提示:与商家沟通请核实商家资质,交易过程注意核实身份及商品/服务的真实性。
嘉兴晗晴电子有限公司
注册时间:2022-01-17
信息详情
注塑压力是由注塑系统的液压系统提供的。液压缸的压力通过注塑机螺杆传递到塑料熔体上,塑料熔体在压力的推动下,经注塑机的喷嘴进入模具的竖流道(对于部分模具来说也是主流道)、主流道、分流道,并经浇口进入模具型腔,这个过程即为注塑过程,或者称之为填充过程。压力的存在是为了克服熔体流动过程中的阻力,或者反过来说,流动过程中存在的阻力需要注塑机的压力来抵消,以保证填充过程顺利进行。
影响熔体填充压力的因素很多,概括起来有3类:⑴材料因素,如塑料的类型、粘度等;⑵结构性因素,如浇注系统的类型、数目和位置,模具的型腔形状以及制品的厚度等;⑶成型的工艺要素。
注塑时间要远远低于冷却时间,大约为冷却时间的1/10~1/15,这个规律可以作为预测塑件全部成型时间的依据。在作模流分析时,只有当熔体完全是由螺杆旋转推动注满型腔的情况下,分析结果中的注塑时间才等于工艺条件中设定的注塑时间。如果在型腔充满前发生螺杆的保压切换,那么分析结果将大于工艺条件的设定。
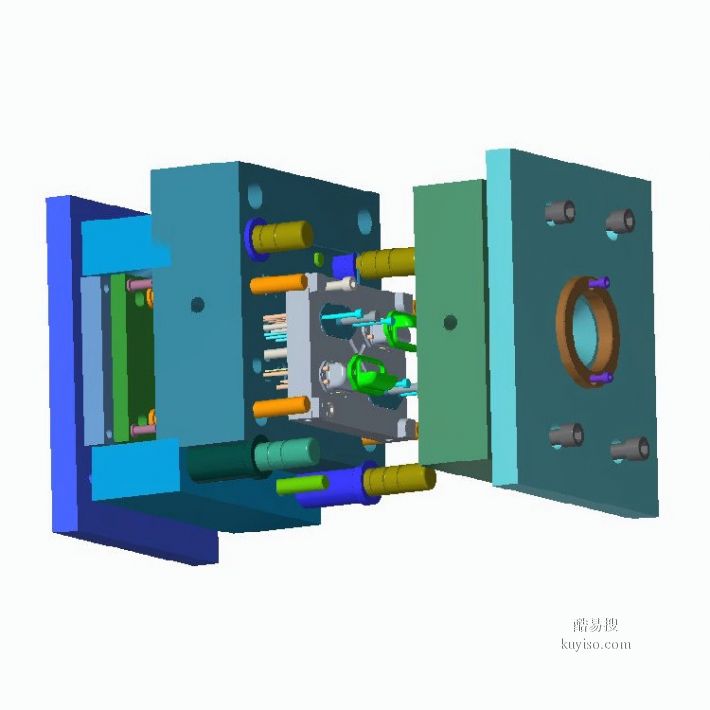
在注塑过程将近结束时,螺杆停止旋转,只是向前推进,此时注塑进入保压阶段。保压过程中注塑机的喷嘴不断向型腔补料,以填充由于制件收缩而空出的容积。如果型腔充满后不进行保压,制件大约会收缩25%左右,特别是筋处由于收缩过大而形成收缩痕迹。保压压力一般为充填最大压力的85%左右,当然要根据实际情况来确定。
注塑成型加工过程中所用的塑料原料多种多样,模具设计的种类和形式也是五花八门,另外,操作工人对于特定注塑机的熟悉程度以及工人之间的操作技能,实践经验的差异也各不相同,同时,客观环境(如环境温度、湿度、空气洁净程度)也会随着季节变化而不同,这些客观和主观条件共同决定了注塑成型制品缺陷的产生。
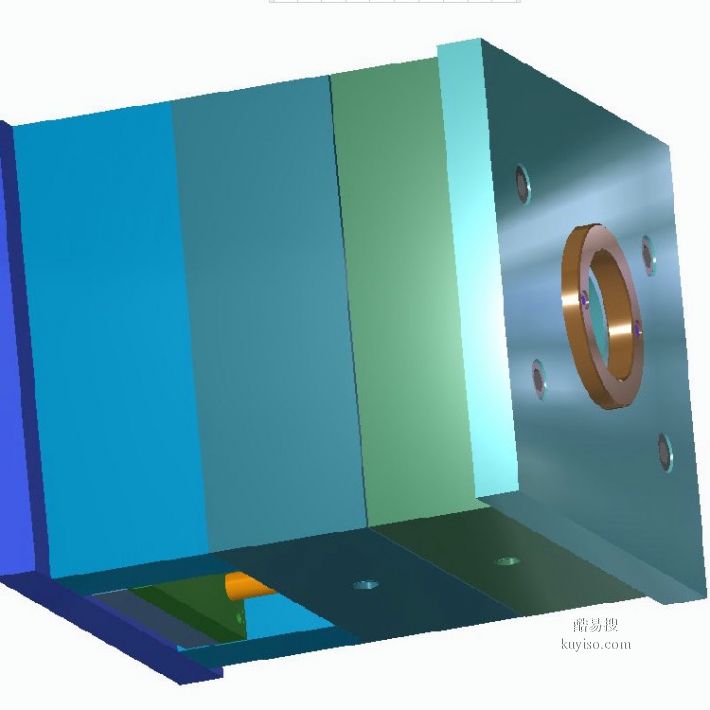
俗称压制成型,是最早成型塑件的方法之一。压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。压缩成型主要是用于成型热固性塑料,如酚醛模塑粉、脲醛与三聚氰胺甲醛模塑粉、玻璃纤维增强酚醛塑料、环氧树脂、DAP树脂、有机硅树脂、聚酰亚胺等的模塑料,还可以成型加工不饱和聚酯料团(DMC)、片状模塑料(SMC)、预制整体模塑料(BMC)等。一般情况下,常常按压缩膜上、下模的配合结构,将压缩模分为溢料式、不溢料式、半溢料式三类。
查看全部介绍
酷易搜提醒您:
1、为了您的资金安全,请选择见面交易,任何要求预付定金、汇款等方式均存在风险,谨防上当受骗!
2、确认收货前请仔细核验产品质量,避免出现以次充好的情况。
3、该信息由酷易搜网用户自行发布,其真实性及合法性由发布人负责,酷易搜网仅引用以供用户参考,详情请阅读酷易搜网免责条款。
查看详情>
该用户其他信息
甲乙刻糖 消糖灵胶囊成份效果怎么样
长寿仙全鹿丸成份效果怎么样
龙凰欢壮阳春胶囊成份效果怎么样
畅寿仙全鹿丸成份效果怎么样
你可能还喜欢
江苏供应塑料外壳厂家供应
2022-01-21
苏州定制LED灯罩C37灯罩批发商
2022-01-21
上海从事智能塑料配件规格和型号
2022-01-21
上海供应智能塑料外壳供应商,嘉兴注塑加工
2022-01-21
珑凰欢壮阳春胶囊成份效果怎么样
2023-07-30
十全大补丸颐乐益生成份效果怎么样
2023-07-30
娄底热门公司
云南力帆骏马车辆有限公司新化分公司
新化县元宝物流有限公司
磐安县朝氏工艺品厂
涟源市金利来财税咨询服务有限公司
冷水江市东站盛丰工程机械服务中心
涟源市美洁水洗房
涟源市一网情深网吧
新化县西云山猕猴桃种植专业合作社
涟源市剑桥网吧
冷水江市宏程五金经营部
娄底热门资讯
娄底幼儿师范学校公开招聘教师23名
娄底失业保险金领取指南
娄底市社保卡的挂失、解除挂失
娄底能不能办港澳通行证自由行
娄底工伤赔偿伤残待遇标准
娄底市汽车保险种类
娄底台湾通行证办理费用
娄底住房公积金贷款购房材料详情
娄底单位住房公积金缴存登记手续
娄底车辆年检的注意事项
娄底市港澳通行证各类续签费用
娄底市企业社保处部门预算说明
娄底职工住房公积金账户封存与启封
娄底市非本人意愿中断就业情况
什么是基本养老保险
娄底台湾通行证的有效期
娄底市网上登陆社保须知
娄底住房公积金账户合并办理手续
1.6排量以下节能车减半征收车船税
娄底港澳通行证持有人逗留条件
首页
>
五金网
>
其它五金件
>
南京从事注塑模具 嘉兴塑料模具厂
手机版
电脑版