价格面议2022-01-11 15:09:55
1、具有非接触性,激光形成的点径最小可以到0. 1mm,送锡装置最小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。
2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。
3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。
4、进行无铅焊接时,不易发生焊点裂纹。
5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。
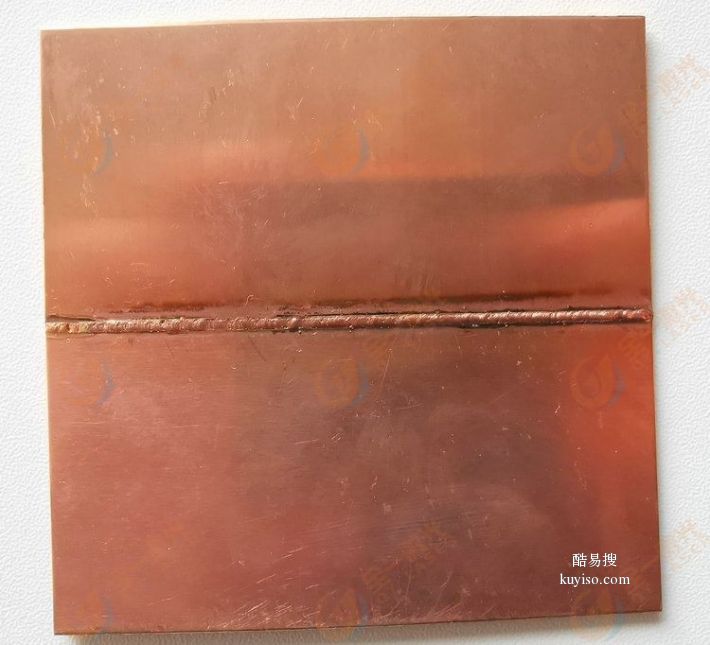
它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后无需处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。
功率密度是激光加工中最关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。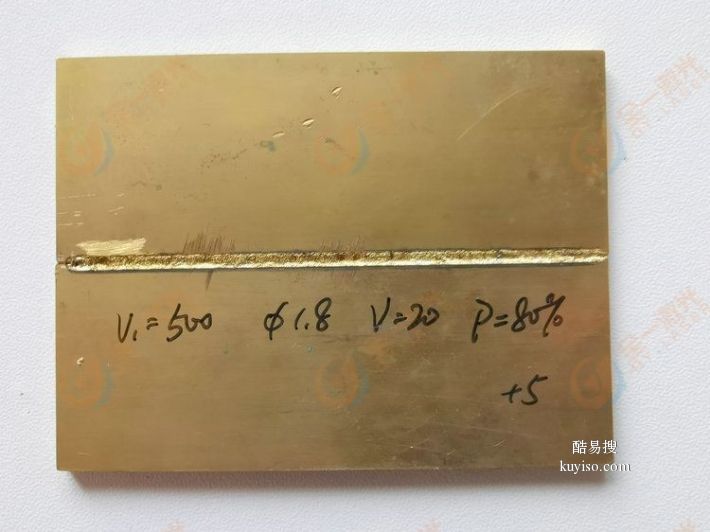
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
随着数字化技术日益成熟,代表处动地接技术的数字焊机、数字化控制技术业已稳步进入市场。三峡工程、西气东输工程、航天工程、船舶工程等国家大型基础工程,有效地促进了先进焊接特别是焊接自动化技术的发展与进步。汽车及零部件的制造对焊接的自动化程度要求日新月异。我国焊接产业逐步走向“高效、自动化、智能化”。我国的焊接自动化率还不足30%,同发达工业国家的80%差距甚远。从20世纪未国家逐渐在各个行业推广自动焊的基础焊接方式——气体保护焊,来取代传统的手工电弧焊,已初见成效。可以预计在未来,国内自动化焊接技术将以前所未有的速度发展。
