价格面议2022-02-22 03:21:56
激光表面淬火的硬化层深度一般为0.3~1.5mm。
采用激光淬火齿面,其加热冷却速度很高,工艺周期短,不需要外部淬火介质.具有工件变形小,工作环境洁净,处理后不需要磨齿等精加工,且被处理齿轮尺寸不受热处理设备尺寸的限制等独特优点.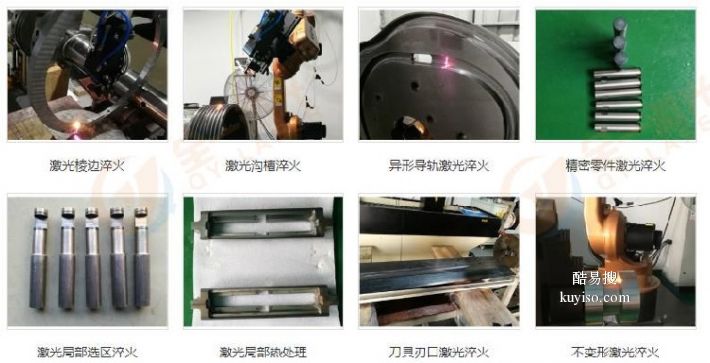
激光淬硬层的深度依照零件成分、尺寸与形状以及激光工艺参数的不同,一般在0.3~2.0mm范围之间。对大型齿轮的齿面、大型轴类零件的轴颈进行淬火,表面粗糙度基本不变,不需要后续机械加工就可以满足实际工况的需求。
激光淬火现已成功地应用到冶金行业、机械行业、石油化工行业中易损件的表面强化,特别是在提高轧辊、导卫、齿轮、剪刃等易损件的使用寿命方面,效果显著,取得了很大的经济效益与社会效益。近年来在模具、齿轮等零部件表面强化方面也得到越来越广泛的应用。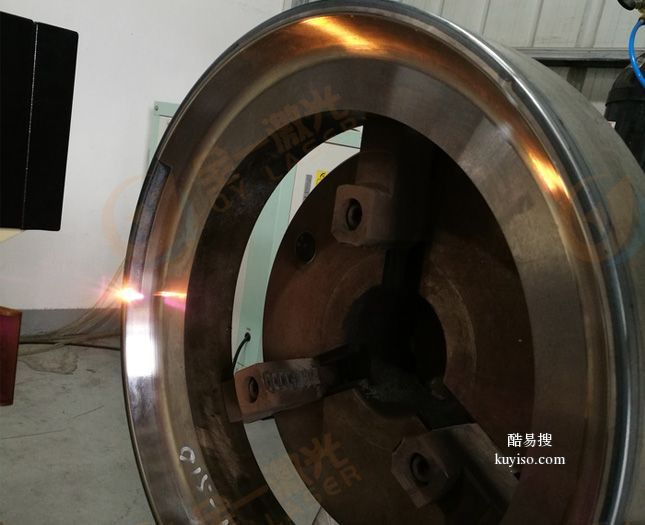
齿轮是机械制造行业中应用广泛的零件.为了提高齿轮的承载能力,需对齿轮进行表面硬化处理.而传统的齿轮硬化处理工艺,如渗碳、氮化等表面化学处理和感应表面淬火、火焰表面淬火等存在两个主要问题:即热处理后变形较大和不易获得沿齿廓均匀分布的硬化层,从而影响齿轮的使用寿命.
激光器
用于激光淬火的设备 [2] 有半导体光纤输出激光器,光纤激光器,全固态激光器,其中半导体光纤输出激光器在淬火领域应用最广。
激光器的选用要考虑以下几方面内容:
1. 激光器输出好的光束质量,电光转换率,光纤数值孔径,以及模式及模的稳定性。
2. 激光器输出功率稳定性。
3. 激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。
4. 激光器本身应具有良好的维护性,有故障诊断和连锁功能;
5. 操作简单方便。
6. 设备销售厂商的经济和技术能力,可信程度。一定要避免因小失大。
7. 设备易损件补充来源是否有保障,供应渠道是否畅通。
机床
激光加工机床的加工的基本尺寸范围为:长 5.5 米,直径 Φ 2.6 米。特殊工件,可加工的尺寸范围更大。本激光加工机床为双悬臂加工系统,可进行多工位的激光加工。
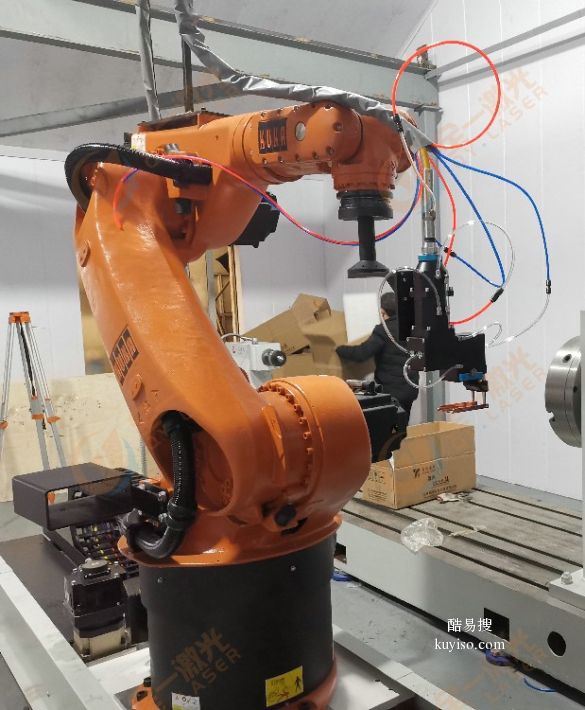
机器人
机器人可选国外和国产六轴机器人,可实现异形曲面和多角度加工。
激光淬火工艺是可直接淬硬的材料如结构钢、调质钢和铸钢,以及各种不同种类的如片状石墨铸铁或球状石墨铸铁的工艺。
