价格面议2022-01-21 03:13:32

1、具有非接触性,激光形成的点径最小可以到0. 1mm,送锡装置最小可以到0.2mm,可实现微间距封装(贴装)元件的焊接。
2、因为是短时间的局部加热,对基板与周边零件的热影响很小,焊点质量良好。
3、无烙铁头消耗,不需更换加热器,连续作业时,具有很高的工作效率。
4、进行无铅焊接时,不易发生焊点裂纹。
5、对焊料的表面温度用非接触测定方式, 而不能用实际接触焊头的温度测定方法。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。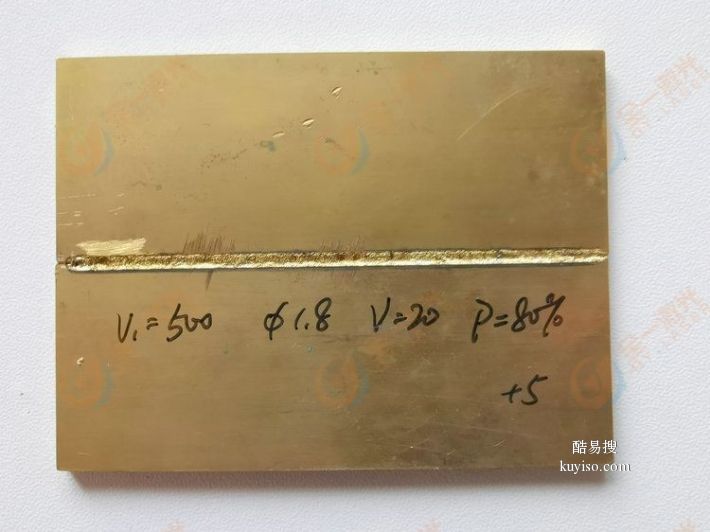
脉冲波形在焊接中是一个重要问题,尤其对于薄片焊接更为重要。当高强度束射至材料表面,金属表面将会有的能量反射而损失掉,且反射率随表面温度变化。在一个脉冲作用期间内,金属反射率的变化很大。
传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到广泛的应用。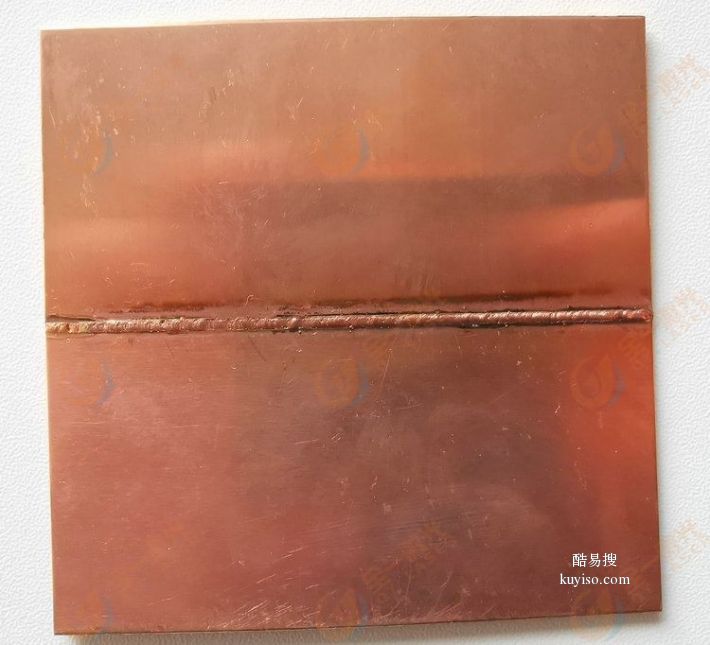
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展最佳控制方法方面的研究,包括线性和各种非线性控制。最具代表性的是焊接过程的模糊控制、神经网络控制,以及专家系统的研究。
