价格面议2022-02-24 03:22:08
激光表面淬火的硬化层深度一般为0.3~1.5mm。
采用激光淬火齿面,其加热冷却速度很高,工艺周期短,不需要外部淬火介质.具有工件变形小,工作环境洁净,处理后不需要磨齿等精加工,且被处理齿轮尺寸不受热处理设备尺寸的限制等独特优点.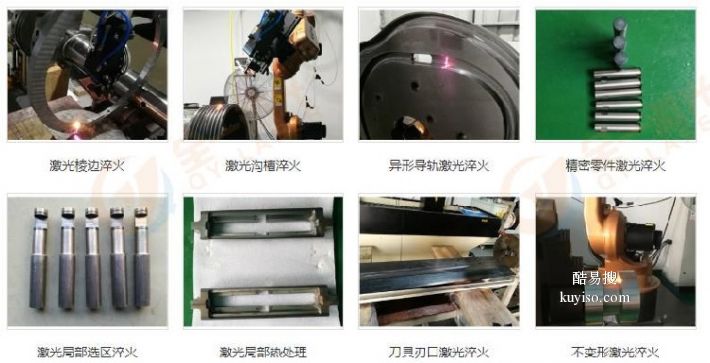
激光熔凝淬火技术 [1] 是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火组织非常致密,沿深度方向的组织依次为熔化-凝固层、相变硬化层、热影响区和基材。激光熔凝层比激光淬火层的硬化深度更深、硬度要高,耐磨性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的破坏,一般需要后续机械加工才能恢复。为了降低激光熔凝处理后零件表面的粗糙度,减少后续加工量,华中科技大学配制了专门的激光熔凝淬火涂料,可以大幅度降低熔凝层的表面粗糙度。进行激光熔凝处理的冶金行业各种材料的轧辊、导卫等工件,其表面粗糙度已经接近激光淬火的水平。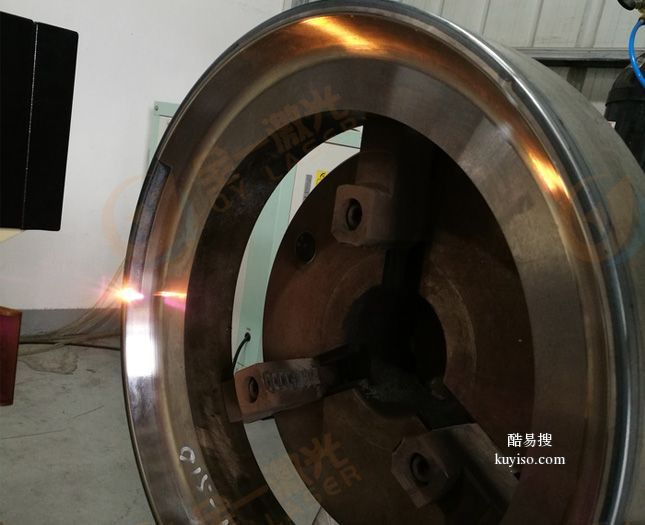
激光淬火技术可对各种导轨、大型齿轮、轴颈、汽缸内壁、模具、减振器、摩擦轮、轧辊、滚轮零件进行表面强化。适用材料为中、高碳钢,铸铁。
机床
激光加工机床的加工的基本尺寸范围为:长 5.5 米,直径 Φ 2.6 米。特殊工件,可加工的尺寸范围更大。本激光加工机床为双悬臂加工系统,可进行多工位的激光加工。
机器人
机器人可选国外和国产六轴机器人,可实现异形曲面和多角度加工。
从激光淬火齿面硬度、硬化层深度以及抗点蚀疲劳强度等性能指标看,激光淬火完全可以取代常规的齿轮渗碳工艺.
激光淬火工艺采用了常用普通中碳钢代替昂贵的合金渗碳钢,从而有效地降低了生产成本,产生了良好的经济效益.
激光淬火解决了常规齿轮渗碳工艺中存在的变形难题,这不仅省去了后面的磨齿工艺,而且提高了成品率,从而进一步降低了成本.
