价格面议2023-10-27 15:39:47
NM400、NM500:20mm-40mm*1300mm-2500mm*1100mm-12000mm
1、耐冲击:耐磨板的耐冲击性是非常好的,在输送物料的过程中,即使是有非常高的落差,也不会对耐磨板有太大的伤害。
2、耐热性:一般情况下600度以下耐磨板都是可以正常使用的,而如果我们在制作耐磨板时添加了一些钒和钼,那么800度以下的高温都是没有问题的。
3、耐腐蚀性:由于耐磨板中含有大量的铬,所以耐磨板的耐腐蚀性是极佳的,完全不用担心会遭到腐蚀等情况。
4、性价比:耐磨板的价格是普通钢板的3~4倍,但是耐磨板的使用寿命就要比普通钢板长出10倍以上,所以它的性价比相对来说也是较高的。
5、加工方便:耐磨板的可焊接性是非常强的,而且它也可以非常方便的弯曲成各种形状,加工起来非常的方便。
WNM400E钢板下料切割 耐磨板,WNM400E钢板相对于NM400E,WNM400E钢板属于舞钢特有牌号,所以执行舞钢《WYJ》的企业标准。
WNM400E钢板化学成分:
C碳:0.25;Si硅:0.70;Mn锰:1.60;P磷:0.025;S硫:0.010;Cr铬:1.40;Mo钼:0.50;
Ni镍:1.00;B硼:0.004。
WNM400E钢板力学性能:
钢板硬度:>400Hb;冲击温度:-40℃。
WNM400E钢板可以应用在工程机械、矿山机械、建筑机械等对耐磨性有要求的部位或者零部件上。
WNM400E钢板交货状态:调质(淬火+回火)的交货状态。
降低钢板软化的措施钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。对于热切割的部件,部件越小,整个部件软化的风险就越大。如果钢板温度超过200-250°C,钢板硬度就会降低。切割方法:钢板在切割小型部件时,焊枪和预热所供应的热量将会在工件中聚集。切割不见尺寸越小,切割工件尺寸不得小于200mm,否则工件就将有软化的风险。消除软化风险的最好的办法是冷切割,例如水射流切割。若必须使用热切割,则应选择等离子或激光切割。这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来冷却钢板及切割表面。因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。使用水下切割方法可选择等离子或火焰切割。水下切割具有以下特征:切割热影响区小;防止整个工件的硬度降低;减少切割工件变形;切割后可以直接对工件进行冷却。
即便NM400具有高硬度和高强度的特性,但仍可进行折弯加工。耐磨钢板在进行折弯加工时,必须严格控制折弯内径和角度。钢板进行冷弯时钢板的强度越高,需要的弯曲力越大,回弹力和回弹角度越大,因而应采用合适的上模直径和下模开口度。为避免钢板边部因加工硬化造成弯曲开裂,可适当采用打磨机去除毛边。
焊接
手工电弧焊应选用低残留潮气的碱性焊条(必要时,应按焊条生产商的要求进行干燥处理)。同时,注意钢板和构件预热温度必须避免超过200℃,以免出现硬度降低的现象。
加工
NM400 加工可使用高速钢或陶瓷硬质合金钢钻头,尤其是钴合金高速钻头。
具体应用
装载机械、翻卸式矿车、自卸车、撕碎机刀片、废物处理及回收设备等。
NM500是布氏硬度为460-540HB的高硬度耐磨钢板,多应用于矿山机械、工程机械中。NM500耐磨钢板可以进行焊接、钻孔加工等方式用于需要耐磨的零部件制造中。
耐磨钢板可以进行剪切,但抗拉强度越大,所需的剪切力就越大,不建议对NM400及以上耐磨钢板进行剪切。如要剪切,剪切时应选择坚硬、锋利、并稍带一点圆边的刀刃。剪切过程中刀刃间隙也应随钢板强度的不同而变化,强度越大,刀刃间隙越大,不合理的刀刃间隙会影响切面质量。在实际操作中,具体还要依据生产设备的情况而定。
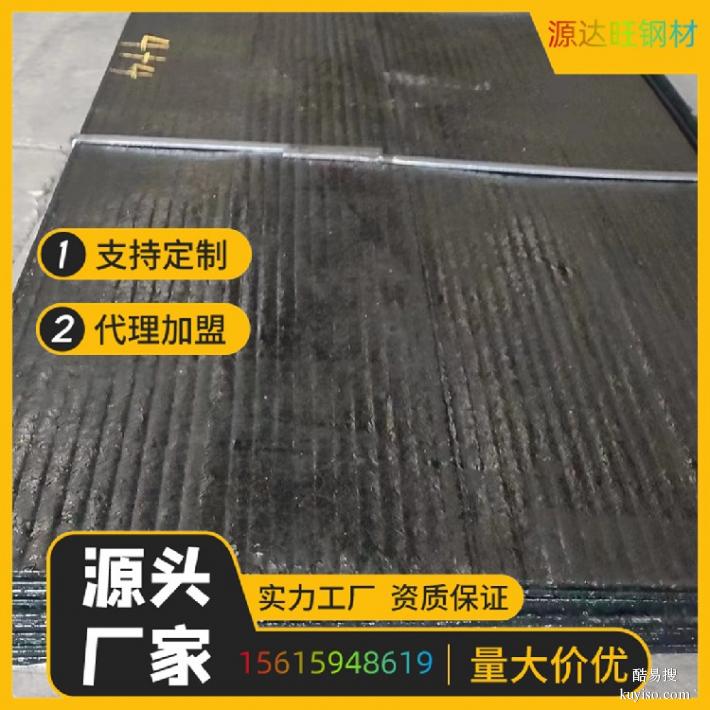
双金属耐磨复合钢板特点
双金属耐磨复合钢板采用的是明弧自保护全自动堆焊工艺,在普通钢板或不锈钢的表面堆焊复合一层具有高硬度,高耐磨性的高合金耐磨层,该耐磨钢板具有双金属性能,即工作层的高耐磨性和基体层的高塑韧性,为工业应用提供了便利的连接和焊条连接条件,可以实现卷筒,焊接,等离子切割,机械连接加工等。完全结合成为一体,耐磨层厚度均匀,表面平整,整张钢板的平整度与普通碳钢板相当,耐磨层表面有应力释放裂纹,该裂纹只存在于堆焊的耐磨层,不延伸到基体层,该应力释放的裂纹可以大减小堆焊过程对基体产生残余应力和变形,进而避免降低基体强度,不会影响耐磨板的使用性能。
耐磨层的主要成分为高碳高铬合金,根据不同客户的要求和使用条件,耐高温的耐磨板中还含有MO,W,V,B,Nb,Ti等合金元素,耐磨层的金相组织提供为共晶+M7C3一次碳化物或复杂碳化物,可以实现耐常温,高温,强冲击,中等冲击,低应力冲击的高抗磨性能。