价格面议2022-02-16 03:21:55
激光表面淬火的硬化层深度一般为0.3~1.5mm。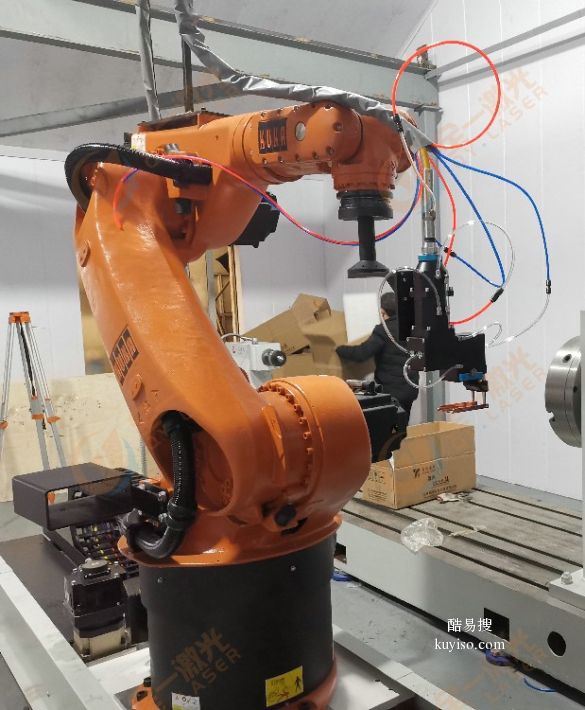
激光淬火是利用激光将材料表面加热到相变点以上,随着材料自身冷却,奥氏体转变为马氏体,从而使材料表面硬化的淬火技术。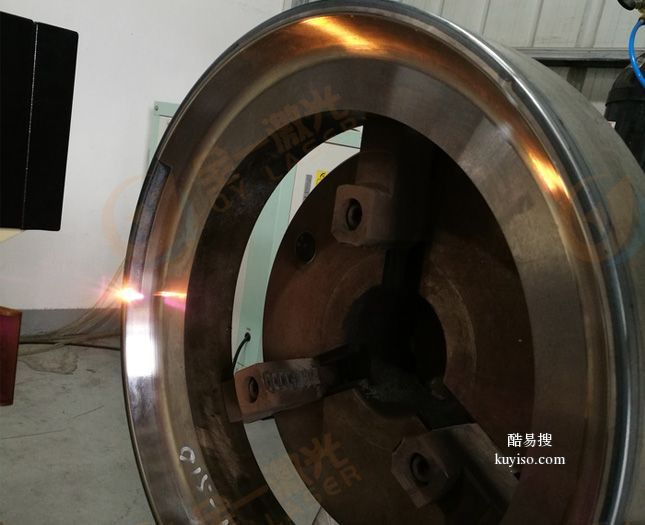
采用激光淬火齿面,其加热冷却速度很高,工艺周期短,不需要外部淬火介质.具有工件变形小,工作环境洁净,处理后不需要磨齿等精加工,且被处理齿轮尺寸不受热处理设备尺寸的限制等独特优点.
激光熔凝淬火技术 [1] 是利用激光束将基材表面加热到熔化温度以上,由于基材内部导热冷却而使熔化层表面快速冷却并凝固结晶的工艺过程。获得的熔凝淬火组织非常致密,沿深度方向的组织依次为熔化-凝固层、相变硬化层、热影响区和基材。激光熔凝层比激光淬火层的硬化深度更深、硬度要高,耐磨性也更好。该技术的不足之处在于工件表面的粗糙度受到一定程度的破坏,一般需要后续机械加工才能恢复。为了降低激光熔凝处理后零件表面的粗糙度,减少后续加工量,华中科技大学配制了专门的激光熔凝淬火涂料,可以大幅度降低熔凝层的表面粗糙度。进行激光熔凝处理的冶金行业各种材料的轧辊、导卫等工件,其表面粗糙度已经接近激光淬火的水平。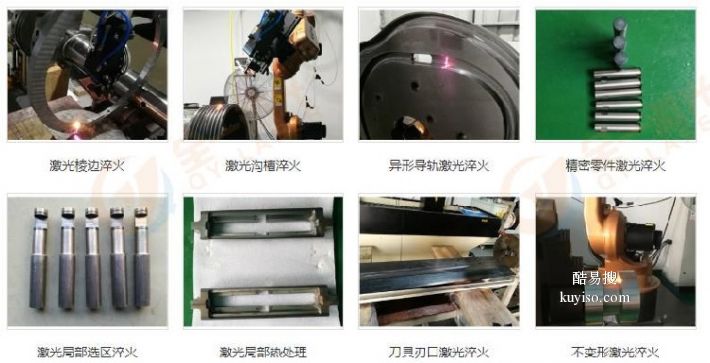
齿轮是机械制造行业中应用广泛的零件.为了提高齿轮的承载能力,需对齿轮进行表面硬化处理.而传统的齿轮硬化处理工艺,如渗碳、氮化等表面化学处理和感应表面淬火、火焰表面淬火等存在两个主要问题:即热处理后变形较大和不易获得沿齿廓均匀分布的硬化层,从而影响齿轮的使用寿命.
激光淬火的特点
1.淬火零件不变形、激光淬火的热循环过程快。
2.几乎不破坏表面粗糙度 采用防氧化保护薄涂层。
3.激光淬火不开裂、精确定量的数控淬火。
4.对局部、沟、槽淬火定位精确的数控淬火。
5.激光 淬火清洁、高效、不需要水或油等冷却介质。
6.淬火硬度比常规方法高 、淬火层组织细密、强韧性好。
7. 激光淬火是快速加热、自激冷却,不需要炉膛保温和冷却液淬火,是一种无污染绿色环保热处理工艺,可以很容易实行对大型模具表面进行均匀淬火。
8. 由于激光加热速度快,热影响区小,又是表面扫描加热淬火,即瞬间局部加热淬火,所以被处理的模具变形很小。
9. 由于激光束发散角很小,具有很好的指向性,能够通过导光系统对模具表面进行精确的局部淬火。
10. 激光表面淬火的硬化层深度一般为0.3~1.5mm。
激光器
用于激光淬火的设备 [2] 有半导体光纤输出激光器,光纤激光器,全固态激光器,其中半导体光纤输出激光器在淬火领域应用最广。
激光器的选用要考虑以下几方面内容:
1. 激光器输出好的光束质量,电光转换率,光纤数值孔径,以及模式及模的稳定性。
2. 激光器输出功率稳定性。
3. 激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。
4. 激光器本身应具有良好的维护性,有故障诊断和连锁功能;
5. 操作简单方便。
6. 设备销售厂商的经济和技术能力,可信程度。一定要避免因小失大。
7. 设备易损件补充来源是否有保障,供应渠道是否畅通。
激光淬火工艺是可直接淬硬的材料如结构钢、调质钢和铸钢,以及各种不同种类的如片状石墨铸铁或球状石墨铸铁的工艺。
这种淬火工艺特点是对环境友好和清洁。此外,给设计人员和生产规划人员打开了新的可能性。很多年来,证明激光淬火具有明显的经济效果。
