价格面议2022-02-09 02:51:36
激光表面淬火的硬化层深度一般为0.3~1.5mm。
激光淬火现已成功地应用到冶金行业、机械行业、石油化工行业中易损件的表面强化,特别是在提高轧辊、导卫、齿轮、剪刃等易损件的使用寿命方面,效果显著,取得了很大的经济效益与社会效益。近年来在模具、齿轮等零部件表面强化方面也得到越来越广泛的应用。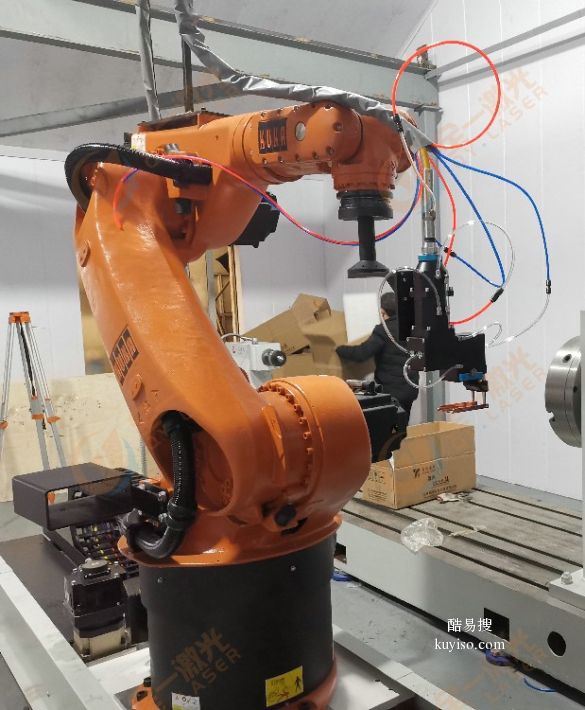
激光器
用于激光淬火的设备 [2] 有半导体光纤输出激光器,光纤激光器,全固态激光器,其中半导体光纤输出激光器在淬火领域应用最广。
激光器的选用要考虑以下几方面内容:
1. 激光器输出好的光束质量,电光转换率,光纤数值孔径,以及模式及模的稳定性。
2. 激光器输出功率稳定性。
3. 激光器应具有高的可靠性,应能满足工业加工环境下的连续工作。
4. 激光器本身应具有良好的维护性,有故障诊断和连锁功能;
5. 操作简单方便。
6. 设备销售厂商的经济和技术能力,可信程度。一定要避免因小失大。
7. 设备易损件补充来源是否有保障,供应渠道是否畅通。
为了使此项技术能在工业中得到广泛应用,在研制性能可靠的工业用大功率激光器的同时,必须进行齿轮激光表面处理专家系统的研制和开发,激光处理实现工艺参数的计算机自动优化、处理过程的计算机仿真模拟和实时监控,以及热处理后表面组织结构和性能的计算机预测,做到齿轮激光淬火过程的易操作性,实现复杂形状和人工智能化的表面处理.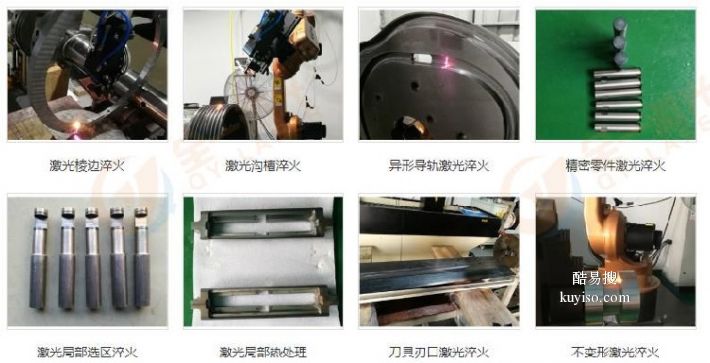
其含碳量至少要达到0.22%。但是,经渗碳的钢和预先经氮化的钢同样也可以进行淬火。在激光淬火时,激光束瞄准着被淬硬的部位或者局部的部位,只有很少量的热传导到构件。因此,使构件不致产生较大的变形,从而对淬硬工件只须进行很少的后续加工或甚至不再需要进行这种加工。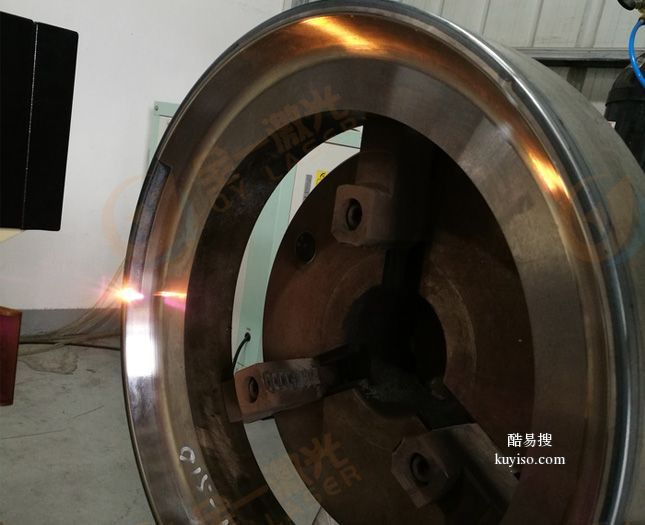
这种淬火工艺特点是对环境友好和清洁。此外,给设计人员和生产规划人员打开了新的可能性。很多年来,证明激光淬火具有明显的经济效果。
