价格面议2022-03-26 00:12:10

FBE环氧粉末防腐执行SY/T0315—2005《钢质管道单层熔结环氧粉末外涂层技术规范》
2PE/3PE防腐执行GB/T23257-2009《埋地钢质管道聚乙烯外涂层技术标准》
防腐表层除锈标准:钢管外表面喷砂除锈按GB/T8923-2008要求达Sa2 1/2级,钢管表面的锚纹深度在40-100μm。
螺旋管也称螺旋钢管或螺旋焊管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。
不锈钢管规格及外观质量:
A、按GB14975-94《不锈钢无缝钢管》规定,钢管通常长度(不定尺)热轧钢管1.5~10m,热挤压钢管等于和大于1m。冷拔(轧)钢管壁厚0.5~1.0mm者,1.0~7m;壁厚大于1.0mm者,1.5~8m。
B、热轧(热挤压)钢管的直径54~480mm共45种;壁厚4.5~45mm共36种。冷拔(轧)钢管的直径6~200mm共65种;壁厚0.5~21mm共39种。
C、钢管内外表面不得有裂缝、折叠、龟裂、裂纹、轧折、离层和结疤缺陷存在,这些缺陷应完全清除掉(供机械加工用管除外),清除后不得使壁厚和外径超过负偏差。凡不超过允许负偏差的其他轻微表面缺陷可不清除。
D、直道允许深度。热轧、热挤压钢管、直径小于和等于140mm的不大于公称壁厚的5%,最大深度不大于0.5mm;冷拔(轧)钢管不大于公称壁厚的4%,最大深度不大于0.3mm。
E、钢管两端应切成直角,并清除毛刺。
一般的无缝钢管的生产工艺可以分为冷拔与热轧两种,冷轧无缝钢管的生产流程一般要比热轧要复杂,管坯首先要进行三辊连轧,挤压后要进行定径测试,如果表面没有响应裂纹后圆管要经过割机进行切割,切割成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是否有大量的起泡产生,如果有大量的起泡产生说明钢管的质量达不到相应的标准。外观上冷轧无缝钢管要短于热轧无缝钢管,冷轧无缝钢管的壁厚一般比热轧无缝钢管要小,但是表面看起来比厚壁无缝钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。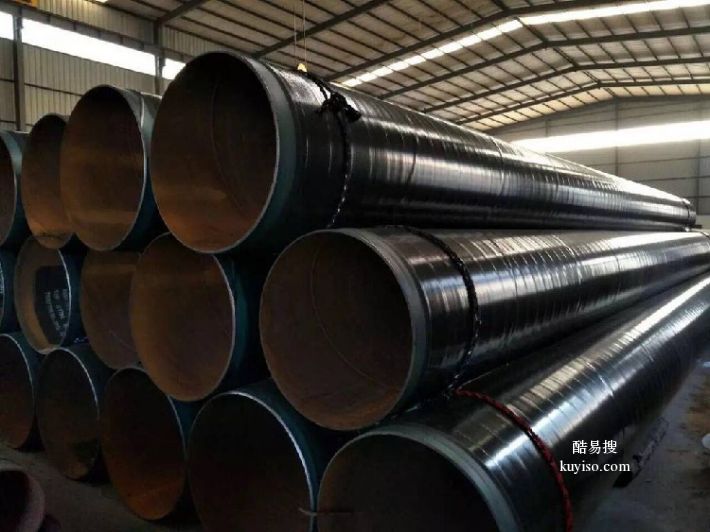
3pe防腐钢管母材包括无缝钢管,螺旋钢管和直缝钢管。三层结构的聚乙烯(3PE)防腐涂层以其良好的抗腐蚀性、抗水气渗透性以及力学性能等,在石油管道行业得到了广泛应用。3PE防腐钢管一防腐层对于埋地管道的寿命来说是至关重要的,同样材质的管道,有的埋在地下几十年不腐蚀,有的几年就发生泄露。就是因为它们采用了不同的外防腐层。
腐。
钢管外壁防腐形式3PE防腐一般由3层结构组成:第一层环氧粉末(FBE>100um)第二层胶粘剂(AD)170~250um第三层聚乙烯(PE)1.8~3.7mm
实际操作中将三种材料混合融为一体,经过加工使之与钢管牢固结合形成优良的防腐层。其加工方式一般分缠绕式和圆模包覆式两种。
