价格面议2023-09-22 16:17:07
WNM400E化学成分:
碳C:不大于0.17
硅Si:0.10-0.70
锰Mn:不大于1.50
磷P:不大于0.02
硫S:不大于0.01
铬Cr:不大于1.00
钼Mo:不大于0.35;WNM400E冲击温度为-40度,硬度比较高。
NM400、NM500:8mm-20mm*1000mm-2500mm*1200mm-12000mm
命名:N是耐(nai)M是磨(mo)两个中文汉字的第一个拼音字母,400则代表这种钢板的平均布氏硬度
NM400是耐磨钢板,具有相当高的机械强度;NM400其机械性能是普通低合金钢板的3倍到5倍;NM400产品表面硬度通常达到360~450HB。用于矿山及各种工程机械用耐磨易损件加工和制造等适用的结构钢板。
nm400耐磨板主要性能
(1)耐磨层金相组织为典型过共晶新钢nm400耐磨板合金铸铁,Cr6C3型初生相细小均匀,基体为Cr6C3与奥氏体、马氏体的共晶组织。六角形Cr6C3相维氏硬度达HV1800,与基体配合表现出最佳抗磨能力。
(2)堆焊层硬度HRC45—60,单层堆焊层厚度3-10mm,基板厚度≥5mm,复合板规格≤1*3m,1.5*3m。
(3)抗拉与抗冲击性能不低于Q235钢板焊接接头性能。
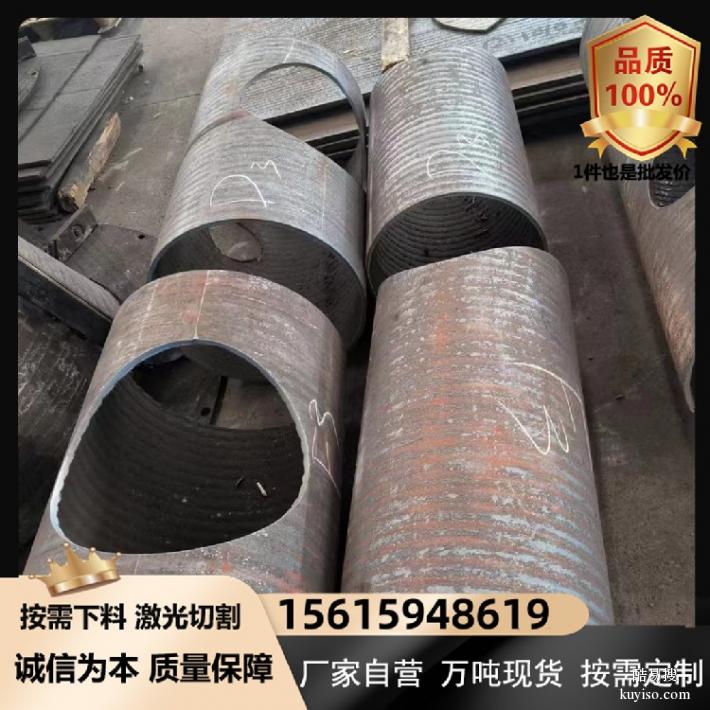
(4)可用空电弧或等离子弧、激光和高压水切割和打孔。可冷态成形或滚圆。冷滚圆时最小曲率半径为复合板厚的20倍。可用塞焊、端面焊或螺栓连接的方法与需强化的工件连在一起。
(5)nm400耐磨板工艺还适合堆焊其它合金体系,可以根据用户需要选定。
良好的耐冲击性耐磨复合钢板的基板为低碳钢或低合金。不锈钢等韧性材料,体现双金属的优越性,耐磨层抵抗磨损介质的磨损,基板承受介质的载荷,因此有良好的耐冲击性。可以承受物料输送系统中承受高落差料斗等冲击和磨损。
较好的耐热性合金耐磨层推荐使用在≤600℃工况下使用,若在合金耐磨层中加入钒,钼等合金,可以承受≤800℃的高温磨损。推荐使用温度如下:普通碳钢基板推荐不高于380℃工况使用;低合金耐热钢板(15CrMo,12Cr1MOV等)基板推荐不高于540℃工况使用;耐热不锈钢基板推荐在不高于800℃工况使用。
高级别耐磨钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢板厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:预防钢板切割裂纹最有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
即便NM400具有高硬度和高强度的特性,但仍可进行折弯加工。耐磨钢板在进行折弯加工时,必须严格控制折弯内径和角度。钢板进行冷弯时钢板的强度越高,需要的弯曲力越大,回弹力和回弹角度越大,因而应采用合适的上模直径和下模开口度。为避免钢板边部因加工硬化造成弯曲开裂,可适当采用打磨机去除毛边。
焊接
手工电弧焊应选用低残留潮气的碱性焊条(必要时,应按焊条生产商的要求进行干燥处理)。同时,注意钢板和构件预热温度必须避免超过200℃,以免出现硬度降低的现象。
加工
NM400 加工可使用高速钢或陶瓷硬质合金钢钻头,尤其是钴合金高速钻头。
具体应用
装载机械、翻卸式矿车、自卸车、撕碎机刀片、废物处理及回收设备等。