价格面议2022-03-15 06:23:50
1.环氧煤沥青防腐钢管有腐蚀穿孔泄露产生。
2.阴极保护站的直流电源输出较以往明显上升、保护段电位下降,阴极保护电位-850mV(相对饱和硫酸铜参比电极);
3.管道普查表明腐蚀控制系统出现异常。
4.环氧煤沥青防腐钢管为防腐层发生龟裂、剥离、残缺破损,有明显的腐蚀和防腐层老化迹象。
如确认防腐层剥离,应进行修复。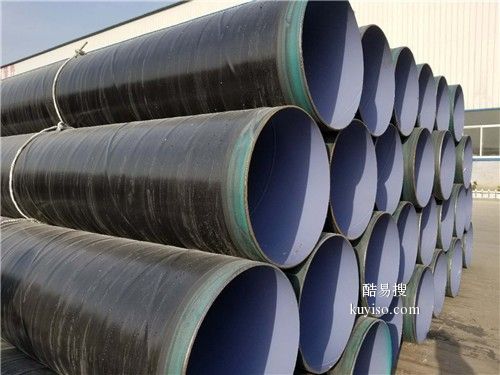
现场焊接施工可有以下几种方式或组合方式:
(1)在施工现场的管沟内进行连续施焊,施焊前应在对口焊接处挖相应大小的沟槽,以便于人工施焊操作。
(2)在岸上每两支钢管对口焊接及内外补口后吊入施工管沟进行焊接。
(3)施工时,尽量先从弯头处开始焊接,最后在阀井处合拢。
5、超声波检测:焊接完成后,对焊口进行打磨并进行超声波检测,主要是检验焊缝有无气孔、夹渣等缺陷。如发现缺陷,要用气割割开重新再焊。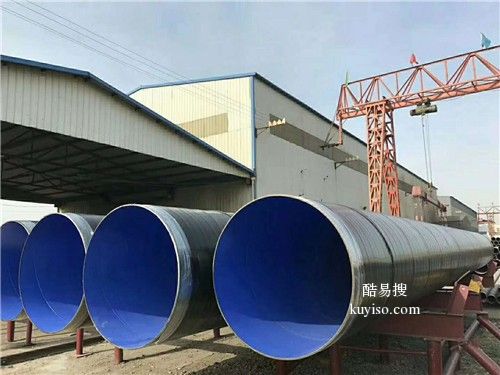
三通制造过程:
热压成型:选材下料,按照三通的规格,选择适当的钢板(卷制成管坯,进行机械坡口和修正)或钢管,用半自动氧炔焰或等离子切割。并将原材料的炉、批号及管件规格、工程名称、编号标识清楚。
三通压制成型:操作人员应学习相关工艺文件并熟悉设备的操作方法及工艺过程,并准备好在工作过程中需要的各类器具。
装炉加热:将三通坯料装入天然气热处理炉中,底部用垫铁将坯料与炉车隔离且保证三通间距≥200mm,400℃以上升温速度≤200℃/h。
将三通坯料加热保温,确保三通烧透后出炉压扁(保证焊缝在三通中央),使压制后短轴长不大于三通外径(模具内径)。
继续装炉加热并进行保温,后出炉将三通管坯部分(焊缝在底部)淬火后,迅速将管坯放入模具中鼓包,在压力的作用下,未冷却部分沿胎具内腔流动形成支管。
重复过程上步骤,直至支管满足要求。
