价格面议2022-06-03 00:01:58
2、在弯曲试验中涂层之间未发生脱落、断裂现象;
3、在压扁试验中涂层之间未发生脱落、断裂现象;
4、在卫生性能试验中,符合GB/T219-1998检验标准;
5、外涂层符合CJ/T120-2008检验标准;
6、冲击强度为KG/cm>=50,检验标准符合GB/T1732-1993。
产品标准:CJ/T120-2008《给水涂塑复合钢管》
GB/T17219-1998《卫生性能指标执行标准》
涂塑复合钢管分为:热浸塑工艺,内外喷涂工艺,滚塑工艺,淋涂工艺,吸涂工艺,熔结缠绕工艺等。
热浸塑采用:流化床浸塑,一次性成膜法。又称涂塑钢管第一代防腐,内外聚乙烯。
内外喷涂工艺:采用静电吸附理论,通过钢管前处理,用喷枪进行喷涂聚乙烯或环氧树脂粉末。又称涂塑钢管第二代防腐,内外环氧复合钢管。
淋涂工艺:又称幕帘法,通过盛有粉末的筛子采用淋涂的方式,涂覆在加热后的钢管外壁上。如图所示:
此工艺可以生产外聚乙烯内环氧复合钢管。又称涂塑钢管第三代防腐。
熔结缠绕工艺:采用热熔结缠绕法,热熔胶和聚乙烯采用挤出机的形式缠绕在加热后的钢管上,发生反应形成三层结构,全称是熔结环氧/挤塑聚乙烯结构防护层。如图所示:
此工艺可以生产外三层结构聚乙烯内熔结环氧复合钢管。又称涂塑钢管第四代防腐。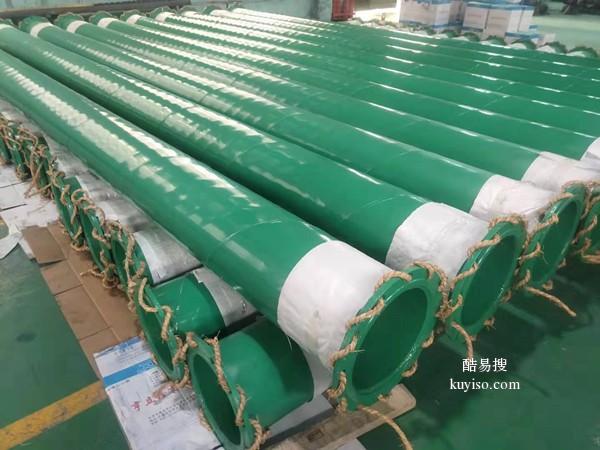
性能指标
1、涂层附着力:聚乙烯涂塑层附着力≥30N/cm,环氧树脂涂层的附着力为1~3级。
2、弯曲性能:公称通径不大于50mm钢塑管进行弯曲,弯曲后不发生裂纹,钢与内外塑层之间不发生分层现象。
3、压扁性能:公称通径大于50mm,不超过600mm的钢塑管进行压扁,压扁后不发生裂纹,钢与内外塑层之间不发生分层现象。
4、卫生要求:输送生活饮用水、冷热水的钢塑管的内塑料层应符合GB/T 17219的要求。
5、涂覆塑层针孔试验:用电火花检测仪,对提供试验的钢塑管的整个内外表面进行检查,检测时不应有电火花产生。
6、耐火性能试验:消防用钢塑管应能承受耐火性能试验15min,试验后应无泄漏和变形损坏。
给水涂塑复合钢管是以连接钢管为基材,采取喷砂化学双重前处理、预热、内外涂装、固化、后处理等工艺制作而成的钢塑复合管。具有其优良的综合性能,很强的 耐腐蚀性和机械性,良好的耐化学稳定性和耐水性,具有减阻、防腐、抗沟等作用。它一般不受输送介质的制约,涂塑层与钢铁有强的结合力。
给水涂塑钢管的工艺主要有静电喷涂及热浸塑,一般静电喷涂适用于任何领域的用管要求,热浸塑可以用在消防、电缆穿线管等领域。
它的工艺基本如下,先将普通钢管经过一系列处理包括倒角去毛刺、端面整平、喷砂除锈等,接着预热,使温度达到220℃,然后将预热好的钢管进行静电喷涂或浸塑在聚乙烯粉末中,如果产品喷涂的是环氧树脂则需要送往固化炉固化,固化温度要求达到280℃左右,四小时后即可取出产品,后经过修补,即产品加工完成。
