振动时效机是通过专门的振动设备,如果想要测出一个物体的自身震动频率,需要控制激振器,给物体施加一个与其共振频率相适应的周期激振力使物体产生共振。物体本身的各个部位获得一定的振动能量,这种能量一部分使物体产生宏观谐振,另一部分消耗在物体内部阻尼和微观的塑性变形上。

从错位、晶格滑移等金属学理论上解释,其主要观点是振动时效处理过程实际上是通过在工件的共振状态下,给工件的每一部位施加一定的动能量,如果施加的这个能量值与微观组织本身原有的能量值之和,足以克服微观组织周围的井势,则微观区域必然会产生塑性变形,使产生残余应力的歪曲晶格得以慢慢地恢复平衡状态,使应力集中处的错位得以滑移并重新钉扎,达到消除和均化残余应力的目的。

振动时效机源自于敲击时效,通过专用设备使工件在固有频率下产生共振,使周期性的动应力与残余应力叠加,使工件局部产生塑性变形而释放应力。从而降低和均化工件内部的残余应力,使工件尺寸精度达到稳定。但自然时效生产周期长、积压资金、占用场地;热时效又受退火温度、升降温时间速度、时效炉的温差等各种因素的影响,且投资巨大。随着科技的发展,对时效果求越来越高。
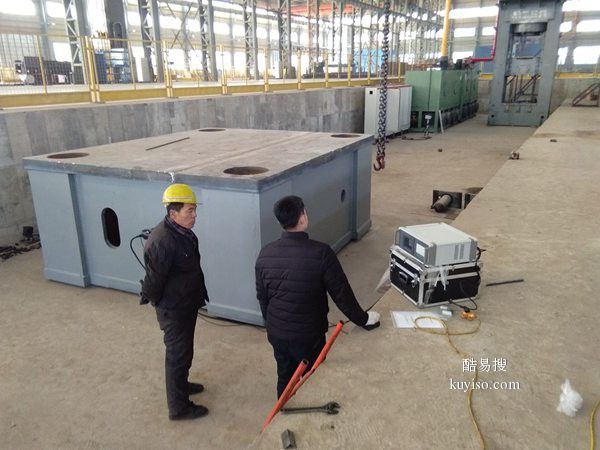
振动处理技术又称做振动消除应力,在我国又称做振动时效。它是将一个具有偏心重块的电机系统(称做激振器)安放在构件上,并将构件用橡皮垫等弹性物体支承,通过控制器起动电机并调节其转速,使构件处于共振状态。约经20~30分钟的振动处理即可达到调整残余应力的目的,一般累计振动时间不应超过40分钟。

振动时效之所以能够部分地取代热时效,是由于该项技术具有一些明显的特点。 振动时效的几个重要参数是:“支撑点、振型、激振点、加速度、固有频率、时间”其中振动加速度、共振频率、共振时间是决定工艺效果的主要参数。
1.机械性能显著提高
经过振动处理的构件其残余应力可以被消除20%~80%左右,高拉应力区消除的比低应力区大。因此可以提高使用强度和疲劳寿命,降低应力腐蚀。
可以防止或减少由于热处理、焊接等工艺过程造成的微观裂纹的发生。
可以提高构件抗变形的能力,稳定构件的精度,提高机械质量。
2.适用性强
由于设备简单易于搬动,因此可以在任何场地上进行现场处理。它不受构件大小和材料的限制,从几十公斤到几百吨的构件都可使用振动时效技术。特别是对一些大型构件无法使用热时效处理时,振动时效就具有更加突出的优越性。
3.节省成本
振动时效只需30分钟即可进行下道工序。而热时效至少需一至二天以上,且需大量的煤油、电等能源。因此,相对于热时效来说,振动时效可节省能源90%以上,可节省费用90%以上,特别是可以节省建造大型焖火窑的巨大投资。

振动时效技术是在构件焊好后使用的处理技术,只能对焊接残余应力起到降低和均化作用。而振动焊接技术从焊接开始就起到细化晶粒的作用,接着在热状态下通过热塑性变形来调整应变来降低残余应力。因此,可以说振动焊接从一开始就起到了防止焊接裂纹和减少变形的作用。
