9元2022-01-14 13:42:23
混料温度125度左右,冷混50度左右,白发泡有条件可以在冷混时加入,料筒温度的设定一般由高到低,合流芯保证物料熔融流动即可,模具温度由中间往两侧升高。结皮发泡板为提高硬度可增加冷却模唇或者降低模板温度。
熔体强度不足会导致发泡片泡孔大,纵切面泡很长。判断方法:到三辊后面用手指按压包在中辊上的片材,熔体强度好按压时能感觉到弹性。若按压后很难弹起,说明熔体强度较差。
外滑太少,挤出机5区温度不易控制,易升温,导致合流芯温度高,板材中间出大泡、串泡、发黄等问题,板材表面也不光滑。
外滑多,析出会变得严重,表现在模具内的结构和板材表面外滑的析出,也会表现为某些个别现象在板面上不定期的来回移动。
碳酸钙加量过多、粒度过大、活性不好
CaCO3加量太多时,虽然能形成更多气泡核,但如果碳酸钙加量过多或颗粒过大,活性不好,形成团聚,在树脂中分散或与树脂截面结合不好,导致熔体强度降低,熔体中气泡扩展时容易产生破泡。
发泡塑料板材生产一定要严格控制碳酸钙剂量、粒度与活性。当碳酸钙加量过大时,发泡调节剂也应相应增加。
模具使用不当
结皮发泡塑料板材生产,根据制品厚度不同,配置的口模平直段长度和压缩比也有所不同。厚板口模因发泡层较厚,有弹性变形空间,一般设计的口模平直段较长,压缩比较大,以便提高熔压和发泡倍率;薄板口模因发泡层较薄,弹性空间小,刚性较大,一般设计的口模平直段较短,压缩比较小,以防止因熔压过大。 如果使用不当,生产薄板,误用厚板口模,则因出口模料流动阻力增大,出料不均,造成表面不平整、熔体强度降低,甚至板材被拉断,生产周期减短;生产厚板,误用薄板口模,则会因出口模熔压偏小,使泡孔增大而引发破泡。 不同厚度结皮发泡塑料板材生产前,一定要正确选用口模。
检测方法
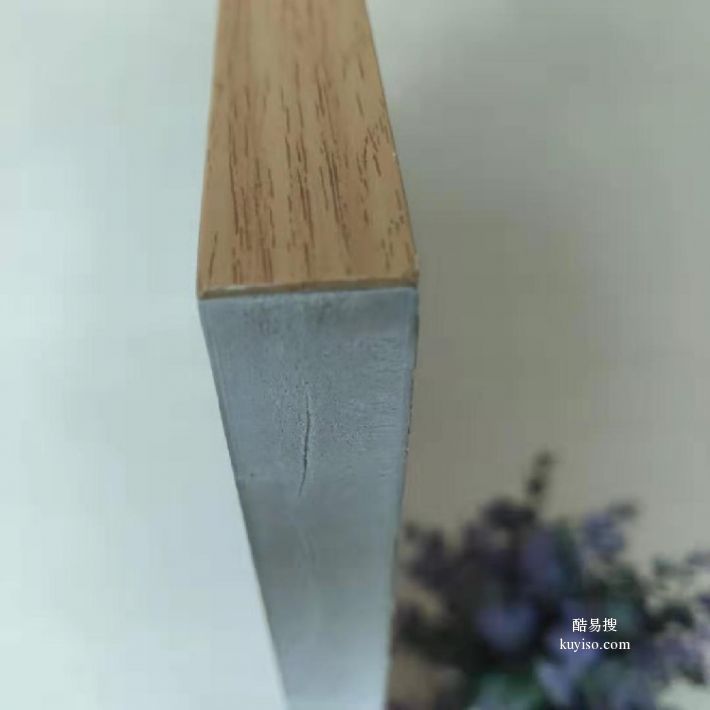
(1)板侧边:切口平整,孔隙细密,无针孔,无粗大孔眼,掉粉不严重,无蜂孔,开料纤维自脱落,不蹦口。 注:出现上述情况要留心了,后序做成品工序麻烦。
(2)板面:手感光滑平整,机械纹理不明显,表面颜色无色差,乳白色,表面无污点,无明显小坑,无针孔,无粗大孔眼,裂缝。注:非乳白色的发泡板渗入回收废弃板,不属于环保板,环保板不含铅(含量小于欧美标准)。
(3)密度算法:密度=重量(克)/长*宽*厚(厘米)。
(4)板重量算法:重量(克)=长*宽*厚度(厘米)*密度。
(5)厚度测量:卡尺立放表面时,接触紧密无缝隙,左右厚度均匀,左中右测量,偏差是否很大,厚度偏差正负0.2MM为正常。
