21.9元2023-04-25 15:20:29
在现在工业生产车间,工作台是生产环节不可缺少的工具,尤其是定制图中单人工作台就会用铝型材角铝做配件来安装工作台台面。不用角件做连接,是因为角件只能完整一边的连接,另一边与台面的连接无法操作。
角铝的生产流程:
1、熔铸是铝材生产的先要道工序,根据需要生产的具体合号,计算出各种合金成分的添加量,合理搭配各种原材料;将配好的原材料按工艺要求加入熔炼炉内熔化,并通过除气、除渣精炼手段将熔体内的杂渣、气体有效除去;熔炼好的铝液在一定的铸造工艺条件下,通过深井铸造系统,冷却铸造成各种规格的圆铸棒;
2、挤压是型材成形的手段,先根据型材产品断面设计、制造出模具,利用挤压机将加热好的圆铸棒从模具中挤出成形。常用的牌号6063合金,在挤压时还用一个风冷淬火过程及其后的人工时效过程,以完成热处理强化,不同牌号的可热处理强化合金,其热处理制度不同;
3、上色 。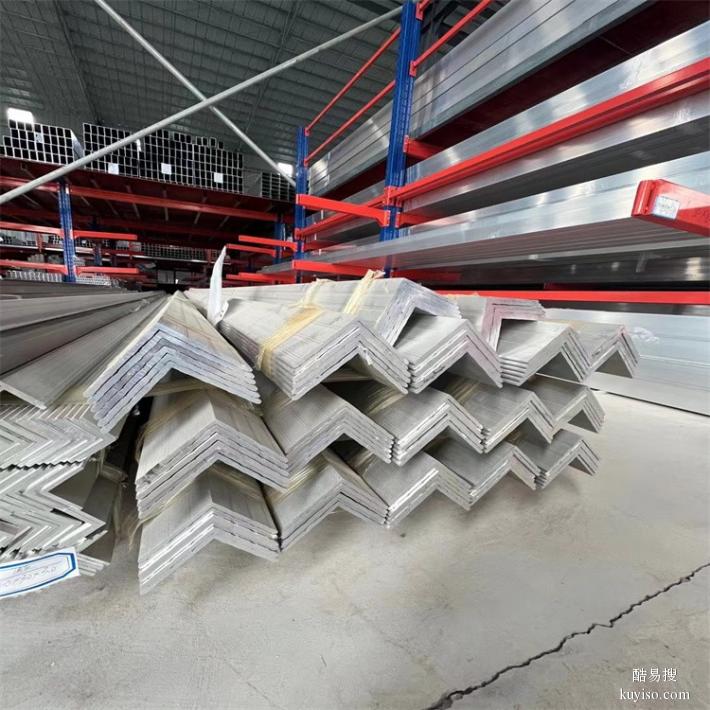
铝合金建筑型材产品具有强度高、重量轻、耐腐蚀、装饰性好、使用寿命长、色彩丰富等优点。通常,好的产品其表面在20年内不失光、不变色。
角码锯维护和保养
1、该机每工作半个月,应全面检查一下,发现问题,及时解决。
2、工作前必须检查各部位的润滑情况。润滑部位不允许缺油。
3、检查电源电压,工作气压是否正常。如不正常不允许开机。
4、三联体的使用和维护三联体应与底面垂直安装,并使排水阀向下。气流方向必须要求从入口P到出口A,不可倒装。当提供的是手动排水三联体时,必须经常放水。放水的方法是:按动水杯下方的一排水阀F,即可放掉杯中的水及液体。如打开排水阀而不排水,是污物堵塞了排水通道,应拆下水杯进行清除污物。当要改变启动系统的压力时,将设有自锁装置旋钮提起,向“+”方向旋转为提高系统压力,向“-”方向旋转为减低压力使压力表指针达到设定时,按下旋钮既锁定。应首先检查气源气路压力是否正常,然后确定减压阀是否存在故障。油雾器喷射的油雾量是可调整的,调整节流阀即可达到油雾器的要求,一般每分钟供油1~3滴即可满足润滑要求。应经常注意油杯的油位,保持在高位和低位之间。油杯每周清洗一次,防止污物堵塞气管和导管,否则电磁阀的功能可靠性会受到影响。注意:严禁带气压拆卸三联体元件,以免伤人或损坏器材。气源处理器中分水滤气器的过滤芯和存水杯应定期清洗放水。
自动角码锯锯切精度不稳定,有超差现象。
a.压料未压紧,送料压紧和锯切压紧,压不紧。气压要在0.6pm左右或以上。
b.送料装置在锯切偏重的铝材料,送料的速度过快,在系统中调节送料速度在8000-15000.
c.工作架高度比锯切台面低,送料装置台面低于锯切台面,在送料过程中增加大量摩擦力,影响锯切稳定。
d.在加工材料中,材料有变形,弯曲现象。
e.全自动角码锯的锯片行走和靠尺不垂直,锯切尺寸有偏差。
f.在锯片装入设备后,动态跳动过大超差,锯切中,锯片有偏摆现象。检查锯片的压盘有无铝屑杂质和锯片的质量。锯切冷却装置润滑效果不佳,锯切偏摆。
维护与保养
1、及时清除落在锯床上的碎屑,以保证电器元件动作准确无误。
2、油雾器应及时加入润滑油(20#机械油)滴油量应调整为1滴/min,过滤杯的滤芯应定期清洗,并定时放水。
3、切割锯应固定在包装箱板上,可靠固定后方可搬运。
4、长途运输时应用坚实的木块将锯头在导轨上垫起,并固定好,盖好罩衣。
5、吊装时应保持水平,保持起落平稳,防止磕碰造成损害。
6、切割锯应储存在通风干燥、无粉尘、无腐蚀性气味、温度比低于-15℃、相对湿度不大于85%的库房内。
