价格面议2023-10-23 12:19:15

1.工业冷风机组经过科学设计,精心制造,严格品管,因此具有外表美观、体积小、性能优异、质量可靠、价格合理等优势。工业冷风机组具有上吹风和下吹风两种机型(具体出风口位置可根据用户要求以及用户使用产品的具体要求而定)。
2.风机选用进口优质风机,并且经过科学选型,以及采用电脑选型软件,因此风机效率高,噪音低,性能可靠,可保证风量和压头,风机轴承采用锂基润滑脂,常规长期运行不用添加润滑油;
3.采用风冷式冷凝器,换热器采用铜管套铝翅片,铜管为等边叉排布置,铝翅片为双曲波纹形,管孔经二次翻边,通过机械涨管,是铜管和翅片紧密接触,因此具有传热效果好,空气阻力小,易于清洁的优点。配合优质的冷凝风扇,风量大、噪音小,效果出众。而且风冷式冷凝器使用起来方便,不需要另外配置冷却水塔;
4.结构采用组合式钣金结构,方便维修以及内部清理,根据冷凝风扇的出风方向,科学地在钣金上冲散热孔,具有散热和美观机器的作用;
6.充分考虑技术参数的优化组合,各项指标先进合理。同时可根据用户的要求进行改型设计,提供不同性能指标的产品。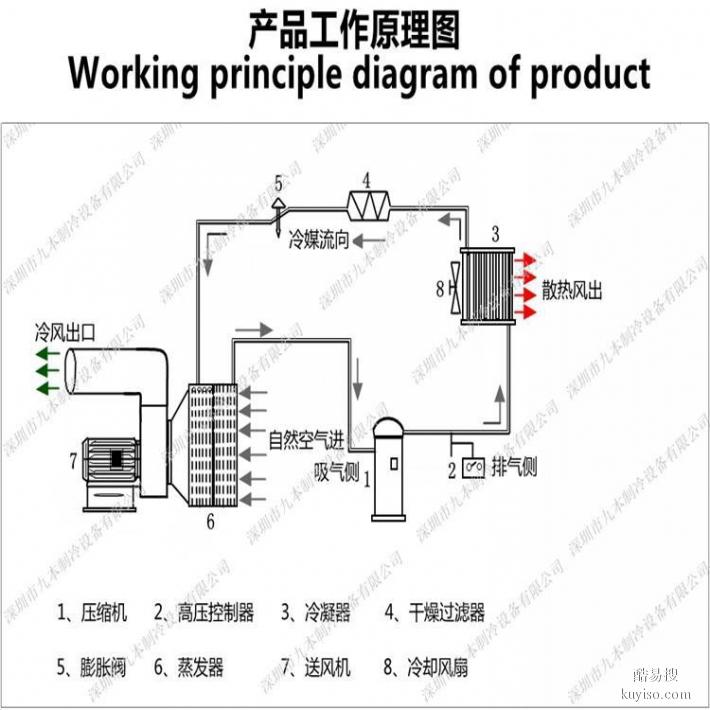
3 钢箱梁安装方案和焊接环境的选择
3.1 焊接收缩和温度变形对安装的影响
由于焊接加热,熔合线以外的母材会产生膨胀,随后冷却,熔池金属和熔合线附近母材产生收缩,因加热、冷却这种温度变化在钢箱梁局部范围急速地进行,在焊接完成并冷却至常温后产生焊接收缩变形。
全桥结构安装需经历季节变化,结构形成过程中会存在较大的温差,受温度变化的影响也较大,不同温度作用会产生不同的温度变形和温度应力。
考虑焊接收缩和温度变形因素的影响,全桥钢箱梁安装施工时,边跨和中跨分别预留L2、L6、L10三个合龙段不安装,待其他节段安装完成后,在胎架拆除前进行安装焊接。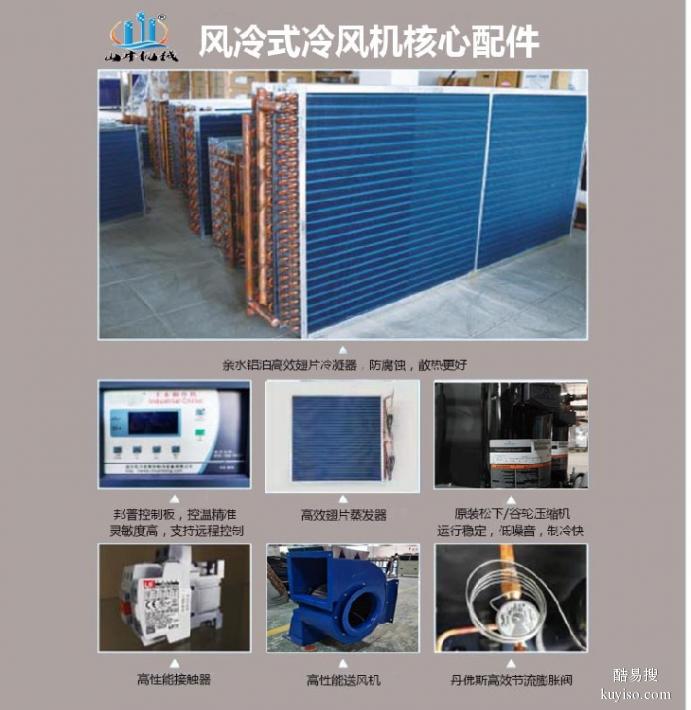
3.2 焊接收缩对合龙段的影响
合龙段与相邻节段安装对接时,对接处焊缝间隙预留焊缝收缩对安装长度的影响。
为消除钢桥焊接变形的累积收缩量,保证全桥的顺利合龙,合龙段长度预留足够的配切余量,确保梁段的长度和相邻间距精度。相邻吊装段间纵距=理论尺寸+焊接收缩量+工艺间隙,根据实测数据进行L2、L6、L10合龙段长度方向余量的配切[2]。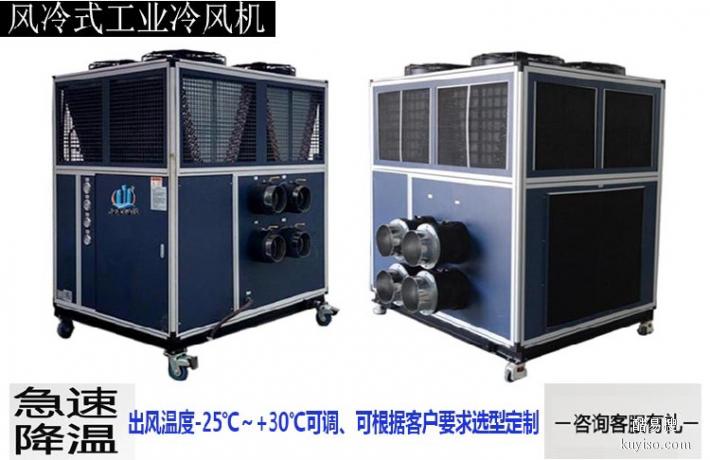
本套机组采用空气循环处理方式,即:未经处理空气吸入机组空气处理段,进行降温、除湿处理后,再由粮仓进风口进入地笼由下部送入粮堆底部,由于负压的作用,低温空气逐步向上部流动和扩散,使粮食温度降低,最后空气穿过一定厚度的粮层,从粮仓排风口再回到机组进风口。经过如此循环的过程,一定时间之后粮层逐步被处理到预定温度。
谷物处理能力,以SJA-85VCF(风冷一体式)移动式谷物冷风机组为例:
名义制冷量(环境温度27℃,相对湿度81%RH):85KW。
谷物冷却至平均温度为12℃时的处理能力见下表:
环境温度 环境湿度 粮食水分 粮食处理量
17℃ 70% 18% 300~600
22℃ 70% 18% 200~400
25℃ 70% 18% 100~250
谷物冷风机是一种大温差低温送风机组,它由两个独立的制冷循环系统构成,包括2台冷凝器、2台蒸发器、2套节流装置、2台压缩机、一台电气控制柜和2套其它制冷配件等,且两个制冷循环系统能运行在可相互转换的不同工况,低温送风采用串联梯级降温冷却来实现大温差降温,其结构为整体式,通过电磁阀的切换实现机组内部冷冻水的正向或逆向流动,解决低水温供水的冰冻难题。本机有机结合了两个不同的制冷系统,其分工况运行较单系统单工况运行更节能,而且解决了单个制冷系统不易解决的送风大温差降温问题;多台机组组合的占地面积大、功耗大等问题。