价格面议2023-10-31 13:38:27

2+2,zhi3+3,4+4,5+5,6+4,6+6,8+4,8+6,8+8,10+4,10+6,10+8,10+10,12.5+12.5,20+20以上
KN60耐磨焊丝具有良好的抗磨料磨损,耐冲击磨损,耐粘着磨损(金属间磨损),耐高温磨损,耐腐蚀磨损。
KN60耐磨焊丝:管状药芯焊丝,KN60耐磨焊丝直径1.2mm、1.6mm。
用途广泛,耐腐蚀性好,有较高的硬度和抗裂性可替代中等冲击的铸造碳化钨气焊条。主要用于电厂风机叶片、旋耕机叶片、砖机螺旋轴、木炭机螺旋轴等。
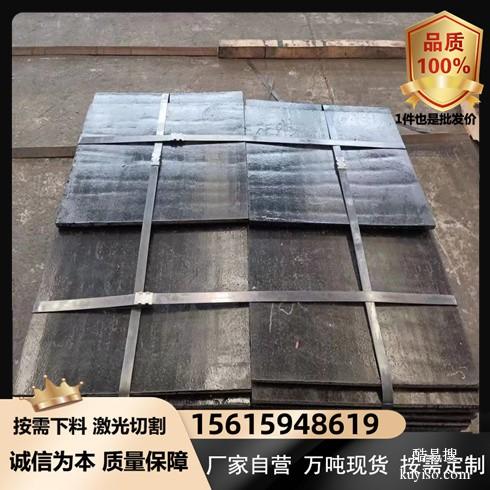
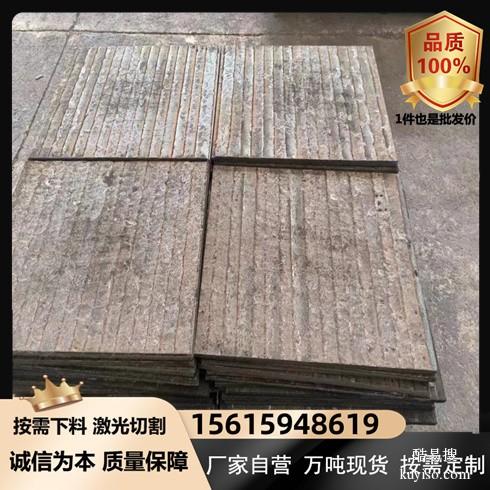
双金属耐磨板和硬化耐磨板是两种很常见的耐磨钢板,双金属耐磨板是指在普通钢板的基板上通过堆焊方法复合高合金耐磨层,结合耐磨层的耐磨性能和基板的承载、变形能力和可焊接性能,耐磨层的硬度一般在HRC52-64之间。
硬化耐磨板则是指低合金钢板在轧制过程中淬火硬化或对低合金钢板进行热处理淬火硬化后的钢板,硬度一般在HB350-500。双金属耐磨板的耐磨层是高合金成分,金相组织中有大量高硬度合金碳化物(HV1600左右)镶嵌在基体上,起抗磨作用的主要的碳化物。耐磨层的实际微观硬度远高于测定的宏观硬度,其强化方式与硬质合金相同。
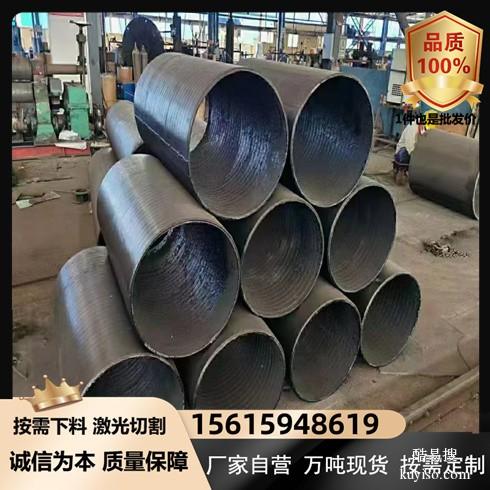
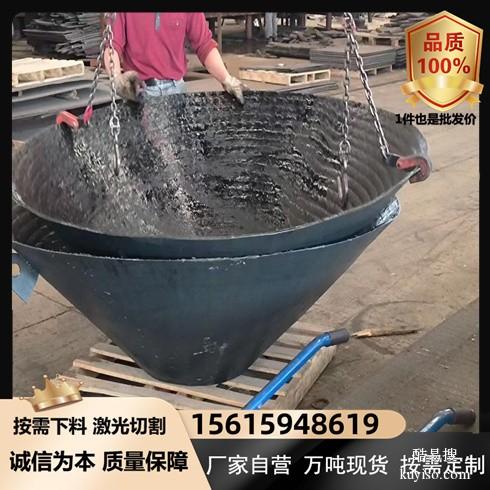
堆焊是焊接领域中的一个重要分支,它在冶金机械、矿山机械、农业机械、石油化工机械、交通运输、原子能工程等制造和维修中获得广泛的应用。堆焊的实质是在金属零件或金属轧材表面用焊接方法堆敷一层同种材质或异种材质金属的工艺过程。
为了发挥表面堆焊合金的性能,所以实施堆焊时应注意以下方面:
1,堆焊层合金成分是决定堆焊效果的主要因素必须根据具体情况,合理制定堆焊层的合金系统,才能使堆焊零件具有较高的使用寿命。
2,尽量降低稀释率是安排堆焊工艺的重要出发点,堆焊层一般含有较多的合金元素,而零件的基体往往是普通碳钢或低合金钢。为此,为了获得预想的表面堆焊层成分,必须尽量减少母材向焊缝的熔入量,即降低稀释率。
3)提高堆焊生产率,堆焊零件往往数量多,堆敷金属量大,所以应选用生产率较高的堆焊工艺。
4)注意堆焊金属与基体金属的配合,为避免堆焊层与母材成分相差悬殊造成过大的热应力和组织应力,使堆焊层开裂、剥落,要求堆焊金属和基体金属最好有相近的膨胀,不然采用过渡层的办法解决。
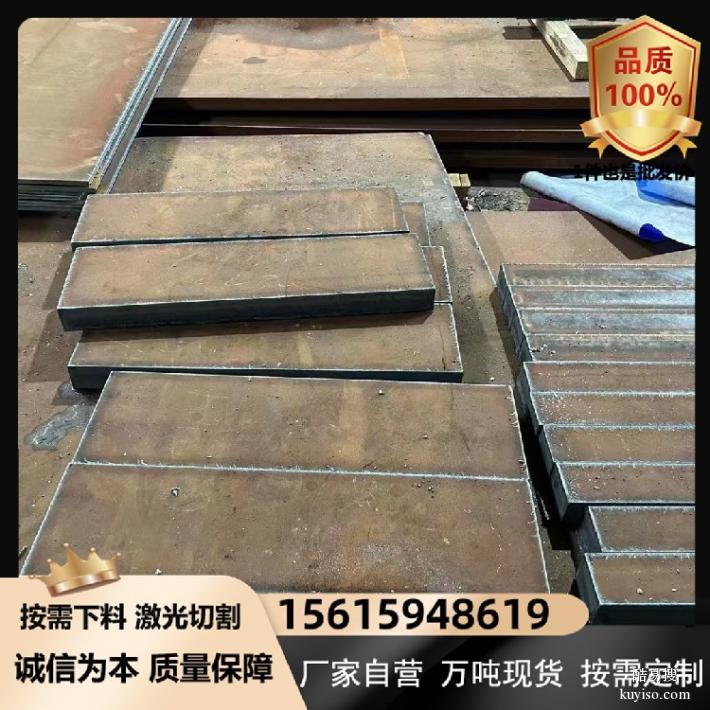
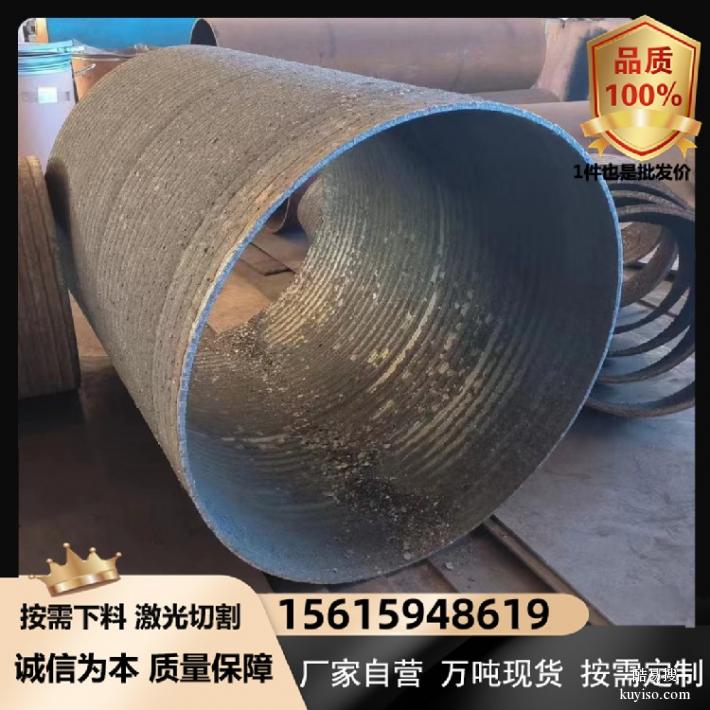
双金属耐磨复合钢板用途
同时也特别适用于较大颗粒物料的磨损冲击,如冶金水渣系统、、进出料系统、废井运输填充、矿山干湿物料、化工机械、煤灰气体输送等。
双金属耐磨复合钢板已经广泛用于重工业领域,为我国工业设备,工件的磨损失效提供了重要的耐磨保护措施,极大地提高了设备、工件的使用寿命,为企业提高了生产效率,降低成本。